


Dr.下田の新本格焼酎論 特別編①
対談:忠孝酒造 代表取締役社長 大城勤 × 三和酒類 顧問 下田雅彦【後編】
日本のホワイト・スピリッツが世界で勝負する準備は整った
これまでつくり手の立場から、本格焼酎の歴史的な変遷と製造方法を語ってきた三和酒類の下田雅彦(しもだ・まさひこ)が、ひとりの「本格焼酎研究家」として、泡盛の故郷・沖縄を訪問。旧知の仲であり、泡盛業界を牽引する忠孝(ちゅうこう)酒造の大城勤(おおしろ・つとむ)社長を訪ね、本格焼酎と泡盛の伝統と革新、現在地とこれからについて語り合いました。 前編「本格焼酎と泡盛は互いに刺激し合う『兄弟分』なんです」 文:井上健二 / 写真:三井公一
●泡盛のVIPアカデミー「CHUKO 月あかり」
日本酒、本格焼酎と並び「國酒(こくしゅ)」と呼ばれる、沖縄伝統の蒸留酒・泡盛。麹菌を使った日本の「伝統的酒造り」としてユネスコ無形文化遺産にも登録されています。沖縄本島南部の豊見城(とみぐすく)市にある泡盛蔵・忠孝酒造は、「泡盛文化の継承と創造」を基本理念として、伝統的な泡盛づくりの深化とその新たな可能性を追求し、近年、国内外で評価を高めています。
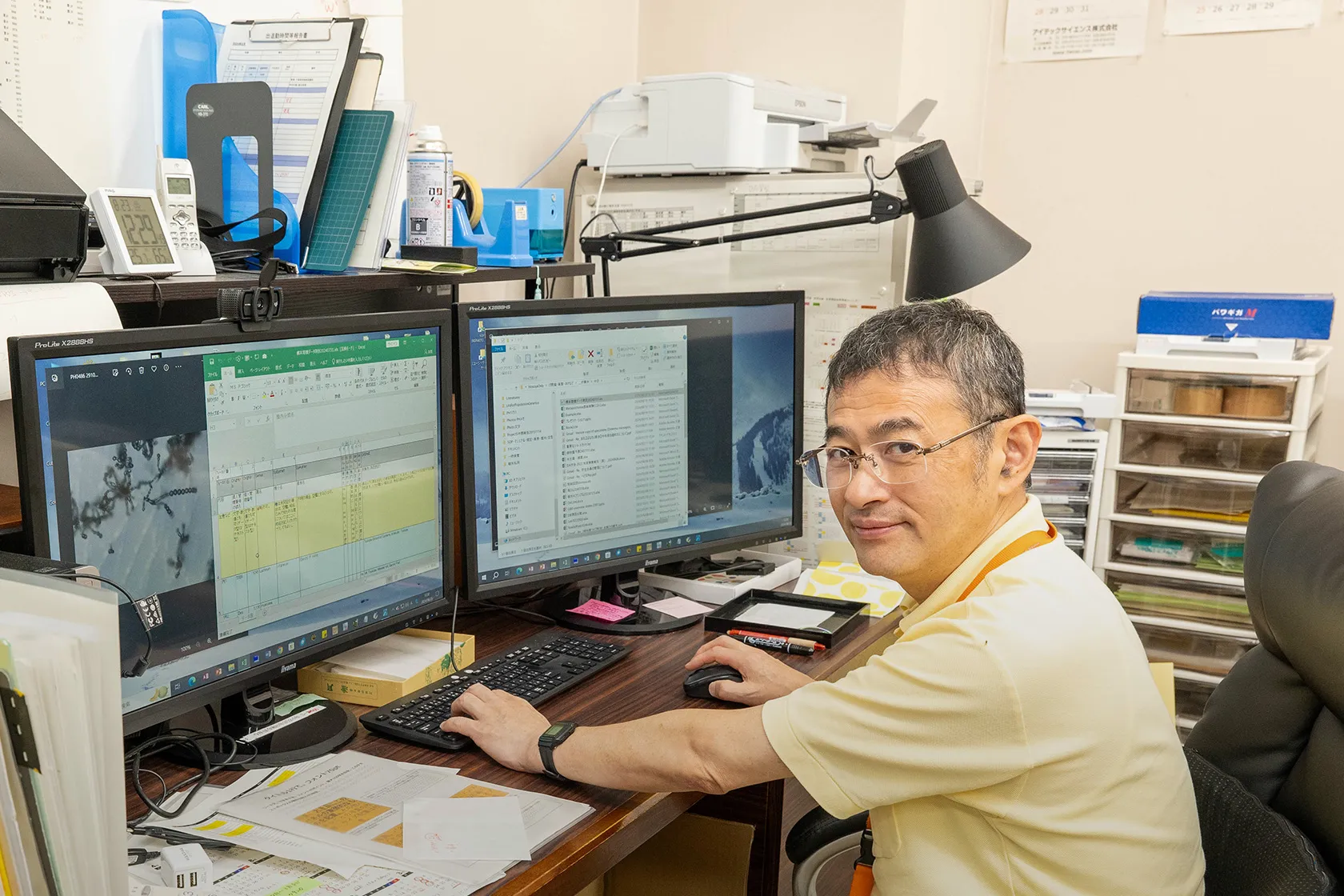
忠孝酒造は見学施設「くぅーすの杜『忠孝蔵』」に「CHUKO 月あかり」というバーカウンターのあるスペースを設けて、体験・教育プログラム“Awamori VIP Academy”を開催しています。こちらでは、大城勤社長の説明を聞きながら、忠孝酒造の銘酒の数々を厳選されたおつまみと共にいただけます(有料/要事前予約)。対談の後編は、「CHUKO 月あかり」のバーカウンターをはさみ、泡盛を試飲しつつ、さらに熱を帯びていきます。
泡盛・本格焼酎の「テロワール」とは?
下田 「CHUKO 月あかり」を訪れるのは毎回楽しみです。
大城 ここで私がホストとなってご案内するアカデミー体験は、泡盛の知られざる世界を探求するツアーのようなもの。全部で3部構成となっており、手始めの第一部では厳選した8種類の泡盛を、オリジナルのおちょこでテイスティングしてもらいます。そのテーマの1つが「テロワール*1」です。*1 テロワール:気候、土壌、地形、人の営みなどが生産物の風味や個性に与える総合的な影響を指す概念。ワインにおけるブドウの生産環境などを指すことが多い。
下田 国内外の人たちに泡盛や本格焼酎をよりアピールするには、テロワールを語る必要があります。大城さんの考えるテロワールとは一体何ですか。
大城 私は「(原料米の)生産者の顔が見える」ことだと思う。米の産地ではない沖縄では通常タイ米から泡盛をつくりますが、忠孝酒造ではテロワール泡盛「月の蒸溜所」シリーズとして、沖縄県の伊平屋島(いへやじま)産の米を使った「月の蒸溜所」や、石川県能登半島のブランド米「神子原米(みこはらまい)」を使用した「MIKOHARA 2019」などをつくっています。それは何よりもテロワールを表現したいからです。
 試飲体験施設「CHUKO 月あかり」で各種製品とその楽しみ方の解説をする大城勤社長(右奥)と、アカデミーを受講する下田雅彦(左手前)
試飲体験施設「CHUKO 月あかり」で各種製品とその楽しみ方の解説をする大城勤社長(右奥)と、アカデミーを受講する下田雅彦(左手前)
下田 どちらもテイスティングさせてもらいましたが、通常の泡盛とはひと味もふた味も違うユニークな風味がありました。「月の蒸溜所」は、おこげのようなビターな香りの余韻が特徴的です。「MIKOHARA 2019」はお米らしいふくらみや複雑さがあり、ミネラルとタンパク質が感じられる。神子原米は泡盛に向いたお米だと思います。
私は原料だけではなく、泡盛も本格焼酎も「つくり手の顔が見える」ことこそテロワールだと考えています。原料の生産も、発酵も蒸留も貯蔵も、お酒づくりのすべての工程をひっくるめて「テロワール」と呼びたいのです。
大城 そういう新しい視点でテロワールを捉えると、忠孝酒造の強みがまた増えます。うちには、沖縄産のマンゴー果実から生まれた「マンゴー酵母」、通常の2倍の時間をかけて麹をつくる「四日麹」、伝統的な製法を現代に甦らせた「シー汁浸漬法(後述)」、そして自家製甕での熟成など、他にない製造方法がたくさんありますから。
下田 忠孝酒造さんの泡盛もそうですが、本格焼酎もテロワールの宝庫です。麦、芋、米など主原料が異なるし、麹原料もいろいろだし、蒸留法には常圧もあれば減圧もある。本格焼酎ではまだまだこれからの分野ですが、忠孝酒造さんではブレンドも追求されていますよね。ブレンドももちろんテロワールに含まれると考えています。
大城 アカデミーの第二部では、8種類の泡盛を、参加者ご自身の五感を用いて自由自在にブレンドする体験を楽しんでもらっています。
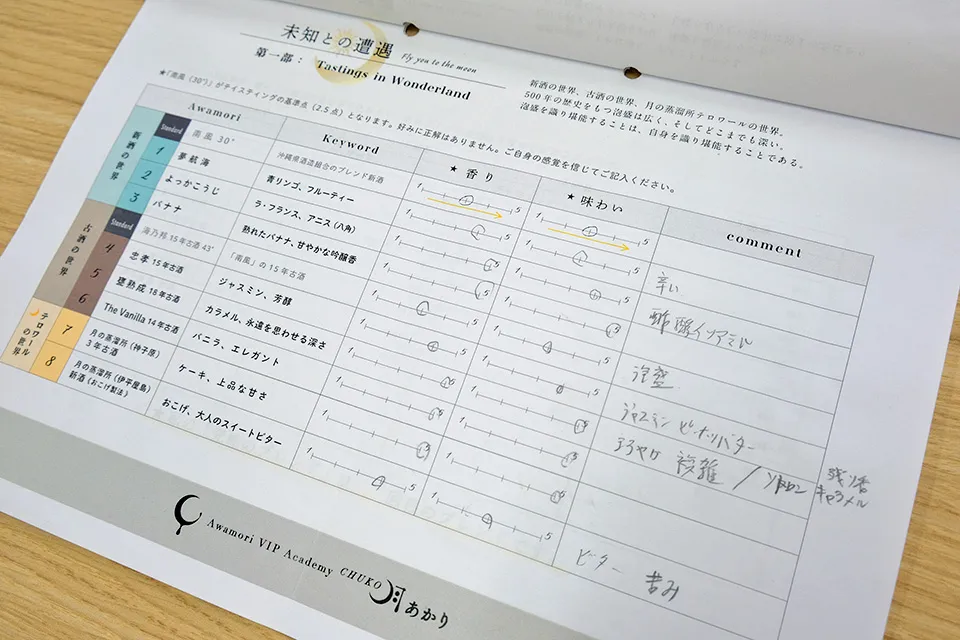 アカデミーは、配布される資料に沿って参加者が自分なりの評価を記入する形式で行われる。こちらは第一部で試飲したそれぞれの泡盛に対する下田のテイスティングメモ(写真:編集部)
アカデミーは、配布される資料に沿って参加者が自分なりの評価を記入する形式で行われる。こちらは第一部で試飲したそれぞれの泡盛に対する下田のテイスティングメモ(写真:編集部) アカデミー第二部では、第一部で試飲した8種類の泡盛から自分の好みでセレクトして配合していくという、ぜいたくなブレンド体験ができる
アカデミー第二部では、第一部で試飲した8種類の泡盛から自分の好みでセレクトして配合していくという、ぜいたくなブレンド体験ができる
下田 大城さんはブレンダーとしても超一流ですね。
大城 そう言われると照れくさい(笑)。うれしいことに「令和6年度泡盛鑑評会」では、「泡盛ブレンダー・オブ・ザ・イヤー」を頂戴しています。
下田 要するに、泡盛も本格焼酎も、真ん中にいるのは「人」なんですよね。僭越ながら、私と大城さんには共通点があると思っています。それは、技術と経営の両方を分かっているということ。新しいお酒を生み出すには、新しい技術が要る。でも、いくら優れた技術者がいても、トップがそれを認めて受け入れないと商品化にはつながらない。技術が分かる経営者がいて、経営が分かる技術者がいるのが理想です。

大城 技術が分かっていれば、「こうすれば良くなるから、やれ!」とトップダウンで号令がかけられるし、技術者も「本当にやっていいんだな」と安心して研究に打ち込める。その方が新しいものが早くできる。
下田 私が三和酒類に入社して最初に取り組んだのは、「いいちこ」の原料処理技術の研究でしたが、それも技術畑出身の和田昇(わだ・のぼる)社長(当時)に「やれ!」と言われたからです(笑)。

大城 泡盛の「テロワール」の可能性をもう1つ広げるのが、食事とのマリアージュ。ウイスキーやブランデーといった西洋の蒸留酒と違い、泡盛も本格焼酎も食中酒としてのポテンシャルがある。それを探るのが、豆腐よう*2を始めとする県産食材と泡盛のマリアージュを探求する第三部です。*2 豆腐よう:沖縄の島豆腐を泡盛や麹に長時間漬け込み、発酵・熟成させた珍味。
下田 堪能させていただきました。食事とのマリアージュの提案は、本格焼酎でもこれからの伸び代の部分だと考えています。
 忠孝酒造の酒蔵見学施設「くぅーすの杜『忠孝蔵』」内にあるショップの奥まった所に「CHUKO 月あかり」の重厚な扉がある。アカデミー体験は予約制で1日1回、5名まで
忠孝酒造の酒蔵見学施設「くぅーすの杜『忠孝蔵』」内にあるショップの奥まった所に「CHUKO 月あかり」の重厚な扉がある。アカデミー体験は予約制で1日1回、5名まで
「シー汁浸漬法」の復活で泡盛メーカーとして初の博士号を取得
下田 忠孝酒造さんはさまざまなチャレンジをされていますが、その1つに泡盛の古い製法を現代に復活させた「シー汁浸漬法」があります。詳しく教えてください。
大城 シー汁浸漬法は昭和30年代後半までは、どこの蔵元でもごく普通に行われていたもの。近代化や省力化の流れに押されて、いつの間にか廃れてしまったものを復活させたのです。現代の泡盛づくりは、原料の米を洗ったら、すぐさま蒸すという工程に移ります。これに対してシー汁浸漬法は、原料米を洗った研ぎ汁とともに浸漬し、蒸す前に15〜24時間ほど放置します。
下田 当然その間、さまざまな野生の微生物が混入して繁殖しますよね。
大城 はい。ところが、放置してしばらく経つと乳酸菌などが優勢になり、酸性状態に傾いて悪い菌はどんどん死んで淘汰されていく。シー汁の「シー」とは、沖縄の方言で「酸」という意味なのです。シークワーサーの「シー」ですね。
下田 なるほど、そうなんですね。
大城 この浸漬液は捨てず、一部を次回の浸漬に用います。これは有益な微生物による精米のようなもの。微生物が米の表面にあるタンパク質などを食べ、無数の孔を開けることにより、その後の蒸す作業が効率よく進みます。また、麹をつくる時の急激な温度変化も避けられるようになります。
下田 沖縄は暑い土地柄なので、機械がない昔は急激に温度が上がると制御が難しかったのでしょうね。長年の経験から生み出された知恵ですね。
大城 シー汁浸漬法でつくった泡盛には、柔らかな味わいとコクがある。これは浸漬液に繁殖している有益な微生物により、原料米の性質が変化することによって得られます。こうした一連の研究が認められて、当時は製造部研究開発課課長で現在は工場長の熱田和史(あつた・かずし)が博士号を取得しました。博士号は3年で取る見立てだったのですが、紆余曲折あり8年かかりました。
下田 大学在学中に取ろうとしても、修士課程2年+博士課程3年で最低5年はかかる。大学を離れてから博士号を取ろうとすると、普通10年はかかります。8年なら早い方ですよ。
大城 博士号を取ろうと考えたのは、焼酎関連の研究で博士号をもらった論文は数多くあるのに、泡盛関連の博士号論文はたった3本しかないのが悔しかったから。泡盛メーカーとして博士号を受けた初の事例でした。


下田 温故知新という意味では、「仕次ぎ(しつぎ)」もぜひ復活させてください。本格焼酎は新酒文化ですが、泡盛は古酒文化だと私は考えています。その典型が仕次ぎだと思っています。
大城 仕次ぎとは、泡盛の伝統的な古酒(くーす)*3づくりですね。甕を3つ用意して、いちばん古いお酒を親酒として一番甕に入れ、そこから少しずつ楽しむ。一番甕で減った分は、2番目に古いお酒を入れた二番甕から継ぎ足し、二番甕で減った分は、3番目に古いお酒を入れた三番甕から継ぎ足すという手法です。個人レベルではまだ残っており、忠孝酒造でも甕のお預かりサービス*4の一環で提供していますが、蔵元で仕次ぎをうたうところは少なくなりました。戦前には、家の宝として仕次ぎを重ね、100年以上かけて育てた古酒が残っていたところもあったようです。今の泡盛は実質、新酒文化に近づきつつある。*3 古酒(くーす):3年以上熟成させた泡盛。
*4 甕のお預かりサービス:忠孝酒造では「THE OWNERS(ザ・オーナーズ)」として、お客様が購入した泡盛を預かり、地下蔵で5年・10年など長期熟成させる古酒オーナーサービスを提供している。タイムカプセルのように、人生の節目や記念日に向けて保管を始め、熟成満期後にお届けする。
下田 鹿児島の芋焼酎では、蔵元によっては仕次ぎに似たことを行っているとも聞きますが、基本的には本土の本格焼酎にはない古酒文化の泡盛ならではのユニークな文化だと思います。なぜ廃れたのでしょうか。
大城 どのタイミングでどれだけ継ぎ足せば古酒がより美味しく育つのか、その基準を裏付ける科学的な根拠に乏しかったというのが一番の理由。例えば、一番甕の容量が何割減った段階で二番甕からどれだけ補うべきか、といった具体的な管理方法です。加えて、一番甕が10年ものであっても、そこへ3年ものの二番甕から仕次ぎをすると、たとえ1滴でも入ったら3年古酒としなければならないという「表示規定」によって難しくなりました。
下田 例えば、10年ものに3年ものを加えても、その割合が10%未満なら10年ものと表示できる、といった基準ができればいいですね。根拠となるような科学的なデータを忠孝酒造さんが示して、ぜひ仕次ぎを復活させてください。
大城 今でも品質を安定させるため、貯蔵しているタンクから自然減少した分は、より新しいタンクから継ぎ足したりしています。
下田 それを仕次ぎと再定義すればいいんですよ。古いというだけでありがたがるのではなく、品質を高めてより美味しくするためのブレンドとして、仕次ぎをリバイバルさせてほしいと私は個人的に思っています。シェリーには、仕次ぎと同じように原酒を継ぎ足し続ける「ソレラ・システム」*5がありますから、海外での泡盛の認知向上にもひと役買うと思いますよ。*5 ソレラ・システム:スペインのシェリーや一部の蒸留酒で用いられる熟成・ブレンド法。熟成樽を複数段積み上げ、最下段の樽に最も古い酒を入れる。出荷にあたり最下段の古い酒を取り出した分だけ、1段上の次に古い酒を最下段に移し、さらに上の段の酒を下の段に補充する。古い酒に若い酒を順に継ぎ足していくことで、品質を均一に保ちながら熟成を続ける。
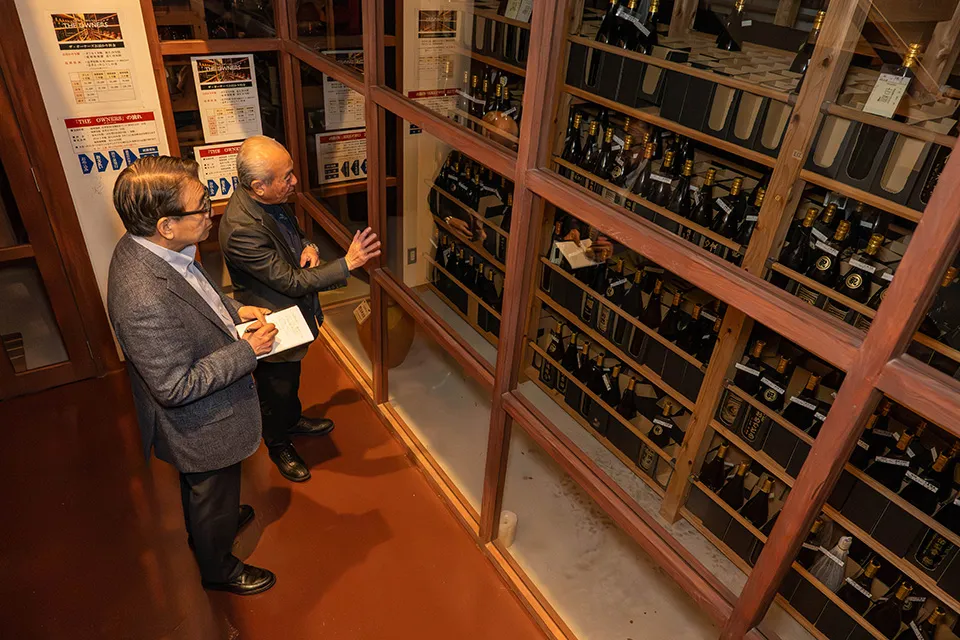 お客様の古酒をお預かりする地下貯蔵庫「THE OWNERS」
お客様の古酒をお預かりする地下貯蔵庫「THE OWNERS」
日本を飛び出して世界で勝負。テキーラの2兆円市場を奪いにいきたい
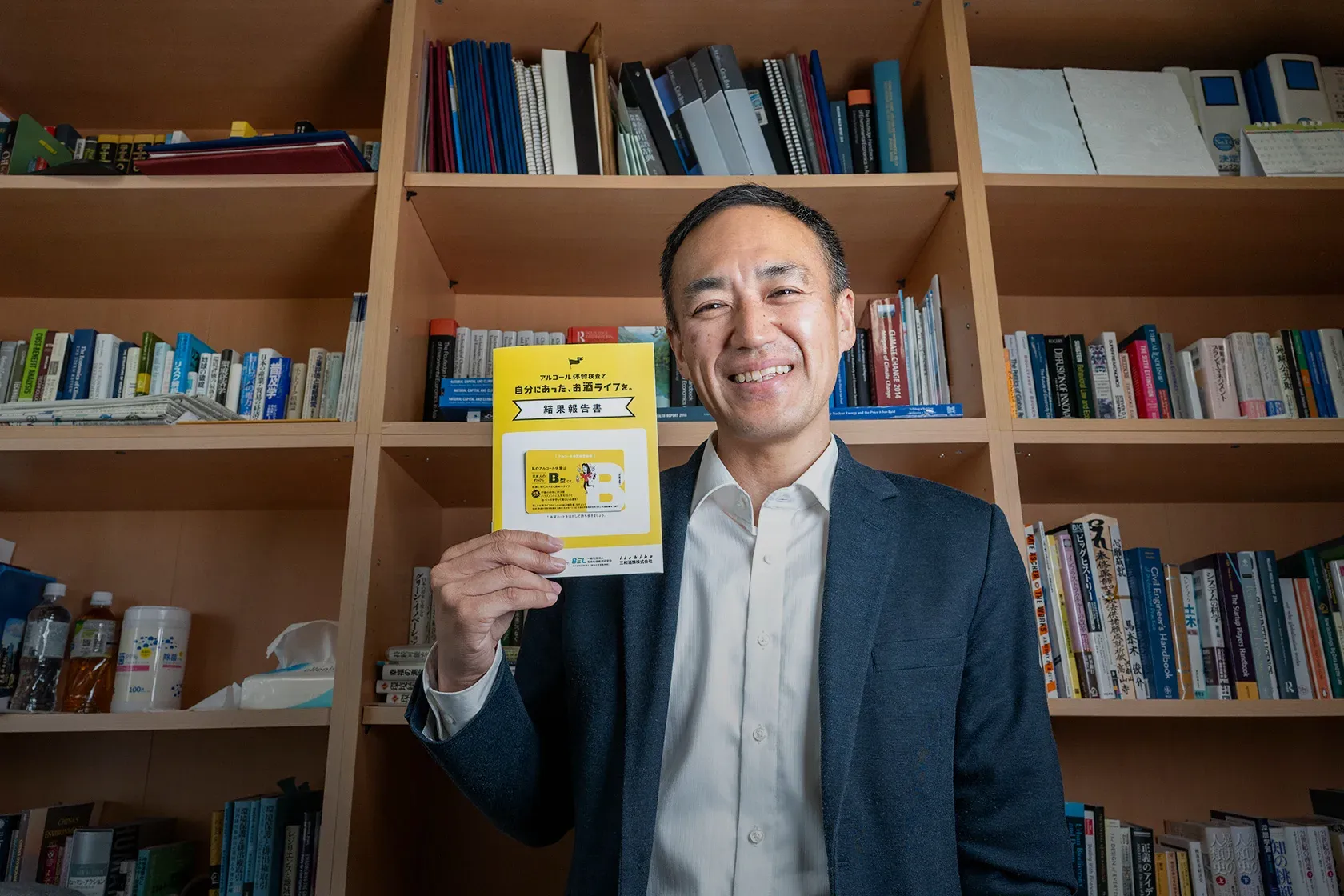
下田 忠孝酒造さんの泡盛は近年、世界的な品評会で高く評価されています。
大城 うれしいことに、4000種類ほどの蒸留酒が出品される世界最大級の酒類コンペティションである英国・ロンドンのインターナショナル・ワイン&スピリッツ・コンペティション(IWSC)で、先ほど飲んでいただいた「The Vanilla 14年古酒」が2024年、「月の蒸溜所」が2025年と2年連続で最高得点、最高金賞に選出されました。
下田 うちは腕試しのつもりで2013年から挑戦していますが、まだその域に到達していない。忠孝酒造さんに追いつけ、追い越せで研究を続けています。賞を獲る秘訣があったら教えてください(笑)。
大城 賞を獲ろうと狙ってつくったわけではなく、我々が50年かけてつくり上げてきた品質が、世界的な審査員たちが評価する酒質とマッチングしていた結果だと思う。方向性は間違っていなかった。
下田 具体的にはどのような点ですか。
大城 熟成の過程で生じるバニリンによるバニラの香り、キャラメルのような香ばしくて甘い風味、スモーキーさなど、いろいろあると思います。
下田 ヨーロッパの人たちの味覚は私たちとは異なり、日本人なら苦いとか渋いと評価しがちなスモーキーフレーバーも美味しいと高く評価する傾向がある。
大城 三和酒類さんの本格焼酎は非常にきれいでどこにも欠点がない。素晴らしいと思いますが、海外ではどこか尖ったところがないと評価されにくいようです。
下田 尖ったものだってつくれますよ(笑)。それで賞が獲れるかどうかは別として。でも、それは私たちの後に続く若手たちが向き合うべき次の世代の課題です。
大城 天下の三和酒類さんだから、もちろん何でもつくれるでしょう。
 くぅーすの杜「忠孝蔵」
くぅーすの杜「忠孝蔵」
下田 世界にチャレンジしようと決意されたきっかけは何ですか。
大城 私たちのような小規模な酒造メーカーは、酒税をある程度抑える特別措置が得られる半面、年間の目標を定めて国税庁に提出する必要があります。そこで、品質には自信があったので「世界的な品評会で入選してブランド価値を高める」という目標を掲げました。それが2年前の2024年です。
下田 それでいきなりトップになるのだから、本当にすごい。
大城 いやいや、それは三和酒類さんが10年以上前から世界へ果敢に打って出て、日本には独自の蒸留酒があるという認識を広げてくださったおかげです。
下田 私たちが最初にIWSCに出品した際は、「その他スピリッツ」というカテゴリーしかなかった。本格焼酎の認知度が低く、評価する基準も定まらないから苦戦しました。
大城 いまは「焼酎・泡盛」というカテゴリーがちゃんとできています。WSET®(ダブルセット。ロンドンに本拠を置く世界最大のワイン教育機関)にも近年「焼酎・泡盛」部門が新設されていて、数年前にはWSETのメンバーがわざわざうちの蔵を訪ねてくれました。

下田 一層の市場拡大のため、今後はどのような戦略をお持ちですか。
大城 私たちが狙っているのは、泡盛や本格焼酎と同じ「ホワイト・スピリッツ(透明な蒸留酒)」の代表格であるテキーラの市場。テキーラの市場規模はアメリカを中心に年6〜8%の成長を続けていて、現在の世界の市場規模は日本円で2兆円を超えています。
下田 原料のアガベ*6 100%で高品質の「プレミアム・テキーラ」が主流となり、原料に由来する甘味とコクや、カクテルでも楽しめるといった点が成長の原動力になっているようですね。*6 アガベ:中南米などに分布する常緑の多肉植物。
大城 日本食が海外で流行し、ジャパニーズ・レストランもたくさんできましたが、その市場は三和酒類さんにお任せします(笑)。泡盛はテキーラと同じ土俵で真っ向勝負する。世界で勝負するに足る品質はできあがりましたから、これからはカクテルなどの勉強にも力を入れます。
下田 手を取り合って国内外の市場を席巻しましょう。今回は貴重なお話をありがとうございました。

PROFILE
大城 勤(おおしろ・つとむ)
忠孝酒造株式会社 代表取締役社長
1956(昭和31)年生まれ、沖縄県豊見城市出身。東京農業大学醸造学科卒業後、国税庁醸造試験所で甕の熟成メカニズムを研究。1991(平成3)年、忠孝酒造の代表取締役に就任。2006(平成18)年、戦後消失した古来泡盛の製法「シー汁浸漬法」の復活に尽力。研究者の熱田和史(現・工場長)と共に、沖縄県で初めてとなる日本醸造協会技術賞受賞。2019(令和元)年には、これまでの泡盛業界に対する貢献が認められて黄綬褒章を受章。2024(令和6)年、泡盛鑑評会にて「泡盛ブレンダー・オブ・ザ・イヤー2024」を受章。現在、沖縄県酒造協同組合理事長。

PROFILE
下田雅彦(しもだ・まさひこ)
三和酒類株式会社 顧問 工学博士
1955(昭和30)年生まれ、大分県豊後大野市出身。大阪大学工学部醗酵工学科卒業後、兵庫県の日本酒メーカーに勤務。1984(昭和59)年にUターンで三和酒類に入社。専門技術者として焼酎製造技術開発、商品開発、品質管理に従事しながら、1998(平成10)年に大阪大学工学博士号取得。1999(平成11)年に取締役に就任後、2017(平成29)年、オーナー家以外から初の社長に就任。2023(令和5)年、取締役会長、2025(令和7)年10月より顧問を務める。
関連記事
-
 2021.11.01 お野菜やゆでたまごを美味しく食べるあま酒マヨネーズ 料理研究家・管理栄養士 舘野真知子
2021.11.01 お野菜やゆでたまごを美味しく食べるあま酒マヨネーズ 料理研究家・管理栄養士 舘野真知子 -
 2021.11.12 発酵は人間の役に立つもの。腐敗は役に立たないもの 東京農業大学名誉教授 小泉武夫
2021.11.12 発酵は人間の役に立つもの。腐敗は役に立たないもの 東京農業大学名誉教授 小泉武夫 -
 2021.11.24 発酵微生物は休みもなしに黙々と働く。発酵は力なり 東京農業大学名誉教授 小泉武夫
2021.11.24 発酵微生物は休みもなしに黙々と働く。発酵は力なり 東京農業大学名誉教授 小泉武夫 -
 2021.12.15 まずいものを作ったからこそ美味しいものができるんです 「Bar BenFiddich」オーナーバーテンダー 鹿山博康
2021.12.15 まずいものを作ったからこそ美味しいものができるんです 「Bar BenFiddich」オーナーバーテンダー 鹿山博康 -
 2022.01.19 しょうが焼きとニラ玉。定番メニューもあま酒でふんわり仕上げに 料理研究家・管理栄養士 舘野真知子
2022.01.19 しょうが焼きとニラ玉。定番メニューもあま酒でふんわり仕上げに 料理研究家・管理栄養士 舘野真知子 -
 2022.02.22 もろみの過程で見つけた蔵付き酵母。それが「いいちこ酵母」の発見でした。 三和酒類 代表取締役社長 下田雅彦
2022.02.22 もろみの過程で見つけた蔵付き酵母。それが「いいちこ酵母」の発見でした。 三和酒類 代表取締役社長 下田雅彦 -
 2022.03.02 麹原料にも麦を使うことで初めて「麦100%の焼酎である」と言えるものなんです。 三和酒類 代表取締役社長 下田雅彦
2022.03.02 麹原料にも麦を使うことで初めて「麦100%の焼酎である」と言えるものなんです。 三和酒類 代表取締役社長 下田雅彦 -
 2022.03.16 梅酒ゼリーから鶏手羽の煮込みまで。焼酎でさっぱり仕上げのレシピ 料理研究家・管理栄養士 舘野真知子
2022.03.16 梅酒ゼリーから鶏手羽の煮込みまで。焼酎でさっぱり仕上げのレシピ 料理研究家・管理栄養士 舘野真知子 -
 2022.04.20 「いいちこ」やいちごで香りが楽しい春のおつまみ 料理家 井澤由美子
2022.04.20 「いいちこ」やいちごで香りが楽しい春のおつまみ 料理家 井澤由美子 -
 2022.06.08 あえて言いますとね、塩こうじは手間を飛び抜かすことをやってくれた 糀屋本店社長 浅利妙峰
2022.06.08 あえて言いますとね、塩こうじは手間を飛び抜かすことをやってくれた 糀屋本店社長 浅利妙峰 -
 2022.06.15 食べ物で世界平和を導きたい。その先端にこうじがあってほしい 糀屋本店社長 浅利妙峰
2022.06.15 食べ物で世界平和を導きたい。その先端にこうじがあってほしい 糀屋本店社長 浅利妙峰 -
 2022.06.29 丁寧なお米作りが、お酒造りにも重要だということが科学的にも分かってきています 酒類総合研究所 岩下和裕
2022.06.29 丁寧なお米作りが、お酒造りにも重要だということが科学的にも分かってきています 酒類総合研究所 岩下和裕 -
 2022.07.20 美味しくて元気になれる夏トマトのレシピ 料理家 井澤由美子
2022.07.20 美味しくて元気になれる夏トマトのレシピ 料理家 井澤由美子 -
 2022.08.24 新しいカルチャーという感じで、「発酵」が注目されるようになってきた 発酵デザイナー 小倉ヒラク
2022.08.24 新しいカルチャーという感じで、「発酵」が注目されるようになってきた 発酵デザイナー 小倉ヒラク -
 2022.09.14 炙った鰹や豆腐にぴったり。こくとうまみを凝縮した納豆醬 料理家 井澤由美子
2022.09.14 炙った鰹や豆腐にぴったり。こくとうまみを凝縮した納豆醬 料理家 井澤由美子 -
 2022.10.26 発酵、微生物の力で人の役に立つものを生み出したい 別府大学教授 陶山明子
2022.10.26 発酵、微生物の力で人の役に立つものを生み出したい 別府大学教授 陶山明子 -
 2022.11.30 ご飯に合う甘辛おかずに。コチュジャン風たれ 料理家 井澤由美子
2022.11.30 ご飯に合う甘辛おかずに。コチュジャン風たれ 料理家 井澤由美子 -
 2023.01.25 三平汁とコーヒー。栄養たっぷりの酒かすで温まるレシピ 料理家 井澤由美子
2023.01.25 三平汁とコーヒー。栄養たっぷりの酒かすで温まるレシピ 料理家 井澤由美子 -
 2023.02.15 そもそも「発酵」って何ですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.02.15 そもそも「発酵」って何ですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.02.22 発酵食品をつくる微生物とは? 三和酒類 三和研究所 研究員 都甲祐介
2023.02.22 発酵食品をつくる微生物とは? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.03.22 「麹菌」と「酵素」ってどんな関係なのですか? 三和酒類 三和研究所 研究員 辛島健文
2023.03.22 「麹菌」と「酵素」ってどんな関係なのですか? 三和酒類 三和研究所 研究員 辛島健文 -
 2023.03.29 黄麹菌、黒麹菌、白麹菌って何が違うのですか? 三和酒類 三和研究所 研究員 辛島健文
2023.03.29 黄麹菌、黒麹菌、白麹菌って何が違うのですか? 三和酒類 三和研究所 研究員 辛島健文 -
 2023.04.12 春キャベツをシンプルに、美味しくいただく「乳酸キャベツ」 料理家 井澤由美子
2023.04.12 春キャベツをシンプルに、美味しくいただく「乳酸キャベツ」 料理家 井澤由美子 -
 2023.06.14 お酒のアルコールはどうやって生み出されるのですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.06.14 お酒のアルコールはどうやって生み出されるのですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.06.21 お酒づくりに使われる酵母にはどんな種類があるのですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.06.21 お酒づくりに使われる酵母にはどんな種類があるのですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.07.12 栄養たっぷりの万能調味料「香味麹」で夏バテ知らずに 料理家 井澤由美子
2023.07.12 栄養たっぷりの万能調味料「香味麹」で夏バテ知らずに 料理家 井澤由美子 -
 2023.09.06 バーというのはアメリカ人にとって自分の居場所“サードプレイス(第3の場所)”なんです バーコンサルタント ドン・リー
2023.09.06 バーというのはアメリカ人にとって自分の居場所“サードプレイス(第3の場所)”なんです バーコンサルタント ドン・リー -
 2023.09.13 本物がしのぎを削るニューヨークでプロのバーテンダーを目指した理由 「Bar Goto」「Bar Goto Niban」オーナーバーテンダー 後藤健太
2023.09.13 本物がしのぎを削るニューヨークでプロのバーテンダーを目指した理由 「Bar Goto」「Bar Goto Niban」オーナーバーテンダー 後藤健太 -
 2023.09.13 焼酎は他の素材やスピリッツを重ね合わせることでカクテルの味わいを高めてくれる 「Manhatta」ヘッドバーテンダー キャメロン・ウィンケルマン
2023.09.13 焼酎は他の素材やスピリッツを重ね合わせることでカクテルの味わいを高めてくれる 「Manhatta」ヘッドバーテンダー キャメロン・ウィンケルマン -
 2023.09.27 2人の偉大な師匠から学んだ緻密な知識とイマジネーション 「Martiny's」オーナーバーテンダー 渡邉琢磨
2023.09.27 2人の偉大な師匠から学んだ緻密な知識とイマジネーション 「Martiny's」オーナーバーテンダー 渡邉琢磨 -
 2023.10.11 きんぴら、酒蒸し、鍋。うまみたっぷりナンプラーレシピ 料理研究家・管理栄養士 エダジュン
2023.10.11 きんぴら、酒蒸し、鍋。うまみたっぷりナンプラーレシピ 料理研究家・管理栄養士 エダジュン -
 2023.12.13 豚汁やクリーム煮にも! うまみと辛味、甘味を活かしたコチュジャンレシピ 料理研究家・管理栄養士 エダジュン
2023.12.13 豚汁やクリーム煮にも! うまみと辛味、甘味を活かしたコチュジャンレシピ 料理研究家・管理栄養士 エダジュン -
 2023.12.20 コンセプトは「近所の酒場」。入りやすい雰囲気でクオリティーは最高に 「Katana Kitten」オーナーバーテンダー 漆戸正浩
2023.12.20 コンセプトは「近所の酒場」。入りやすい雰囲気でクオリティーは最高に 「Katana Kitten」オーナーバーテンダー 漆戸正浩 -
 2023.12.27 「2番目に好きなこと」を仕事にしたら、麹菌が作る不思議なタンパク質と出合った 明治大学教授 中島春紫
2023.12.27 「2番目に好きなこと」を仕事にしたら、麹菌が作る不思議なタンパク質と出合った 明治大学教授 中島春紫 -
 2023.12.27 日本は発酵食品の宝庫。未知の食品に出合えるのも旅の醍醐味です 明治大学教授 中島春紫
2023.12.27 日本は発酵食品の宝庫。未知の食品に出合えるのも旅の醍醐味です 明治大学教授 中島春紫 -
 2024.02.07 様々な素材との融合がチョコレートづくりの魅力、新素材の発見にワクワクする メリーチョコレートカムパニー マーケティング本部研究開発部部長 大石茂之
2024.02.07 様々な素材との融合がチョコレートづくりの魅力、新素材の発見にワクワクする メリーチョコレートカムパニー マーケティング本部研究開発部部長 大石茂之 -
 2023.02.08 古きを知って新しい物を生み出す「バーテンダー道」に終わりはありません 「Bar CASK」オーナーバーテンダー 佐藤昭次郎
2023.02.08 古きを知って新しい物を生み出す「バーテンダー道」に終わりはありません 「Bar CASK」オーナーバーテンダー 佐藤昭次郎 -
 2023.03.06 我々の仕事は、有用微生物が機嫌良く働く環境を整えてあげるということ フンドーキン醤油株式会社 取締役 ドレッシング工場長 堺留夫
2023.03.06 我々の仕事は、有用微生物が機嫌良く働く環境を整えてあげるということ フンドーキン醤油株式会社 取締役 ドレッシング工場長 堺留夫 -
 2023.06.28 酒づくりの3本柱は、素材のよさ、加工のよさ、そして、つくる人の誠意だと思う 三和酒類 丸尾剛
2023.06.28 酒づくりの3本柱は、素材のよさ、加工のよさ、そして、つくる人の誠意だと思う 三和酒類 丸尾剛 -
 2024.03.27 中国の発酵調味料「豆板醤」。マリアージュが美味しいレシピ 料理研究家・管理栄養士 エダジュン
2024.03.27 中国の発酵調味料「豆板醤」。マリアージュが美味しいレシピ 料理研究家・管理栄養士 エダジュン -
 2024.04.17 和風スープからエスニック焼き飯まで。チーズ3種の特徴を生かしたメニュー 料理研究家・管理栄養士 エダジュン
2024.04.17 和風スープからエスニック焼き飯まで。チーズ3種の特徴を生かしたメニュー 料理研究家・管理栄養士 エダジュン -
 2024.05.22 お酒に関して都市伝説的に言われてきたことを科学的に解明していきたい 大分大学医学部教授 一般社団法人飲酒科学振興協会代表理事 松浦恵子
2024.05.22 お酒に関して都市伝説的に言われてきたことを科学的に解明していきたい 大分大学医学部教授 一般社団法人飲酒科学振興協会代表理事 松浦恵子 -
 2024.02.14 「適正飲酒」を社会に浸透させてアルコール業界の未来を切り拓く 三和酒類 串尾聡之
2024.02.14 「適正飲酒」を社会に浸透させてアルコール業界の未来を切り拓く 三和酒類 串尾聡之 -
 2024.06.19 じめっとする梅雨シーズンに、さっぱり食べられるヨーグルトレシピ 料理研究家・管理栄養士 エダジュン
2024.06.19 じめっとする梅雨シーズンに、さっぱり食べられるヨーグルトレシピ 料理研究家・管理栄養士 エダジュン -
 2024.07.17 種麹メーカーの仕事はガスや電気のようなインフラに近いものだと考えています 糀屋三左衛門29代当主 株式会社ビオック代表取締役社長 村井裕一郎
2024.07.17 種麹メーカーの仕事はガスや電気のようなインフラに近いものだと考えています 糀屋三左衛門29代当主 株式会社ビオック代表取締役社長 村井裕一郎 -
 2024.09.18 小粒と大粒を使い分け。調味料にもなる納豆のうまみを生かしたレシピ 料理研究家 きじまりゅうた
2024.09.18 小粒と大粒を使い分け。調味料にもなる納豆のうまみを生かしたレシピ 料理研究家 きじまりゅうた -
 2024.10.23 菌類は植物よりも動物に近い。ときにきわめて動物的な動きをすることに気づきます 国立科学博物館 植物研究部長(兼)筑波実験植物園長 一般社団法人日本菌学会会長 細矢剛
2024.10.23 菌類は植物よりも動物に近い。ときにきわめて動物的な動きをすることに気づきます 国立科学博物館 植物研究部長(兼)筑波実験植物園長 一般社団法人日本菌学会会長 細矢剛 -
 2024.10.30 だしにも食材にも。うまみが凝縮したかつおぶしレシピ 料理研究家 きじまりゅうた
2024.10.30 だしにも食材にも。うまみが凝縮したかつおぶしレシピ 料理研究家 きじまりゅうた -
 2024.12.18 世界一の蒸留酒「SHOCHU 焼酎」を、世界のどこでも当たり前に買えるお酒にしたい 焼酎伝道師、「HONKAKU SPIRITS」ファウンダー ペレグリニ・クリストファー
2024.12.18 世界一の蒸留酒「SHOCHU 焼酎」を、世界のどこでも当たり前に買えるお酒にしたい 焼酎伝道師、「HONKAKU SPIRITS」ファウンダー ペレグリニ・クリストファー -
 2025.01.22 赤味噌と白味噌、それぞれの味わいを楽しむレシピ 料理研究家 きじまりゅうた
2025.01.22 赤味噌と白味噌、それぞれの味わいを楽しむレシピ 料理研究家 きじまりゅうた -
 2025.02.19 複数種類をブレンドしても美味しい、酢を使ったレシピ 料理研究家 きじまりゅうた
2025.02.19 複数種類をブレンドしても美味しい、酢を使ったレシピ 料理研究家 きじまりゅうた -
 2025.03.19 微生物の活動に感動するという体験をたくさんの人々にシェアしていきたい 麹文化研究家 株式会社麹の学校 代表 なかじ
2025.03.19 微生物の活動に感動するという体験をたくさんの人々にシェアしていきたい 麹文化研究家 株式会社麹の学校 代表 なかじ -
 2025.04.16 タイ料理に欠かせないオイスターソースを使ったレシピ CHOMPOOシェフ・料理家 森枝幹
2025.04.16 タイ料理に欠かせないオイスターソースを使ったレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.05.14 「飲酒寿命」を判定できる検査キットを開発していきたいですね 九州大学主幹教授、都市研究センター長 馬奈木俊介
2025.05.14 「飲酒寿命」を判定できる検査キットを開発していきたいですね 九州大学主幹教授、都市研究センター長 馬奈木俊介 -
 2024.07.31 排水を減らし、焼酎粕を資源として活用。創業当時からの「自然にやさしいものづくり」を繋げていく 三和酒類 野村智則
2024.07.31 排水を減らし、焼酎粕を資源として活用。創業当時からの「自然にやさしいものづくり」を繋げていく 三和酒類 野村智則 -
 2025.05.21 野菜もたっぷり食べられる、いかの塩辛タイ風アレンジレシピ CHOMPOOシェフ・料理家 森枝幹
2025.05.21 野菜もたっぷり食べられる、いかの塩辛タイ風アレンジレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.06.18 本格焼酎を「奇跡のスピリッツ」と呼ぶ3つの理由 三和酒類株式会社 取締役会長 下田雅彦
2025.06.18 本格焼酎を「奇跡のスピリッツ」と呼ぶ3つの理由 三和酒類株式会社 取締役会長 下田雅彦 -
 2025.07.23 なめらかパンナコッタと香港レモンティー。夏におすすめ紅茶を使ったレシピ CHOMPOOシェフ・料理家 森枝幹
2025.07.23 なめらかパンナコッタと香港レモンティー。夏におすすめ紅茶を使ったレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.07.28 味や香り、食感、温度などによる総合感覚、それを「味わい」と呼んでいます 広島大学名誉教授、女子栄養大学名誉教授、NPO法人 うま味インフォメーションセンター 理事長、(公財)日本食肉消費総合センター 研究員 西村敏英
2025.07.28 味や香り、食感、温度などによる総合感覚、それを「味わい」と呼んでいます 広島大学名誉教授、女子栄養大学名誉教授、NPO法人 うま味インフォメーションセンター 理事長、(公財)日本食肉消費総合センター 研究員 西村敏英 -
 2025.08.27 本格焼酎のつくり方:「一麹」前編~美味しい本格焼酎を目指す最初のステップ 三和酒類株式会社 取締役会長 下田雅彦
2025.08.27 本格焼酎のつくり方:「一麹」前編~美味しい本格焼酎を目指す最初のステップ 三和酒類株式会社 取締役会長 下田雅彦 -
 2024.05.29 何もないところからのスタート。産官協同研究で、焼酎に好適な大麦の新品種を開発 大分麦焼酎「西の星」誕生物語【前編】
2024.05.29 何もないところからのスタート。産官協同研究で、焼酎に好適な大麦の新品種を開発 大分麦焼酎「西の星」誕生物語【前編】 -
 2025.09.10 手軽にできる、アボカドときゅうりのぬか漬けを洋風にアレンジ CHOMPOOシェフ・料理家 森枝幹
2025.09.10 手軽にできる、アボカドときゅうりのぬか漬けを洋風にアレンジ CHOMPOOシェフ・料理家 森枝幹 -
 2025.10.15 まろやかでコクのある発酵トマトの万能ドレッシング sel sal saleシェフ 濱口昌大
2025.10.15 まろやかでコクのある発酵トマトの万能ドレッシング sel sal saleシェフ 濱口昌大 -
 2025.10.31 本格焼酎のつくり方:「二酛、三つくり」前編~発酵の「もと」となる酵母を増やす「一次仕込み」 三和酒類株式会社 顧問 下田雅彦
2025.10.31 本格焼酎のつくり方:「二酛、三つくり」前編~発酵の「もと」となる酵母を増やす「一次仕込み」 三和酒類株式会社 顧問 下田雅彦 -
 2025.10.31 本格焼酎のつくり方:「二酛、三つくり」後編~本格焼酎の多様性の源泉 三和酒類株式会社 顧問 下田雅彦
2025.10.31 本格焼酎のつくり方:「二酛、三つくり」後編~本格焼酎の多様性の源泉 三和酒類株式会社 顧問 下田雅彦 -
 2025.08.27 本格焼酎のつくり方:「一麹」後編~本格焼酎の救世主となった黒麹菌・白麹菌 三和酒類株式会社 取締役会長 下田雅彦
2025.08.27 本格焼酎のつくり方:「一麹」後編~本格焼酎の救世主となった黒麹菌・白麹菌 三和酒類株式会社 取締役会長 下田雅彦 -
 2025.11.26 日本人に多い“お酒に弱い体質”は、いったい何に有利なのか解明したい 東京大学大学院理学系研究科生物科学専攻教授 太田博樹
2025.11.26 日本人に多い“お酒に弱い体質”は、いったい何に有利なのか解明したい 東京大学大学院理学系研究科生物科学専攻教授 太田博樹 -
 2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」前編〜「清酒ブランデー」の発想から生まれた「減圧蒸留」 三和酒類株式会社 顧問 下田雅彦
2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」前編〜「清酒ブランデー」の発想から生まれた「減圧蒸留」 三和酒類株式会社 顧問 下田雅彦 -
 2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」後編〜本格焼酎の最大の課題「油臭」 三和酒類株式会社 顧問 下田雅彦
2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」後編〜本格焼酎の最大の課題「油臭」 三和酒類株式会社 顧問 下田雅彦 -
 2025.07.17 実際に社員が手を動かして焼酎づくりを学べる施設をつくりたかった 相談役 和田久継×技師 丸尾剛
2025.07.17 実際に社員が手を動かして焼酎づくりを学べる施設をつくりたかった 相談役 和田久継×技師 丸尾剛 -
 2022.05.25 一生かけてもゴールにたどり着けない。それが焼酎造りの醍醐味。 三和酒類 松本真一郎
2022.05.25 一生かけてもゴールにたどり着けない。それが焼酎造りの醍醐味。 三和酒類 松本真一郎 -
 2021.11.01 「1ミリの品質差」にこだわっています。良い酒造りのために 三和酒類 常務取締役 和田正太郎
2021.11.01 「1ミリの品質差」にこだわっています。良い酒造りのために 三和酒類 常務取締役 和田正太郎 -
 2025.07.17 壱號蔵でつくったこだわりの本格麦焼酎「重露涓滴(ちょうろけんてき)」 相談役 和田久継×技師 丸尾剛
2025.07.17 壱號蔵でつくったこだわりの本格麦焼酎「重露涓滴(ちょうろけんてき)」 相談役 和田久継×技師 丸尾剛 -
 2026.01.14 意外な組み合わせが楽しいアンチョビレシピ sel sal saleシェフ 濱口昌大
2026.01.14 意外な組み合わせが楽しいアンチョビレシピ sel sal saleシェフ 濱口昌大 -
 2026.01.30 この仕事、60歳がやっと1年生。じゃないと味が出ないものです レストラン「一味真」総支配人/シェフソムリエ/バーテンダー 小川貞夫
2026.01.30 この仕事、60歳がやっと1年生。じゃないと味が出ないものです レストラン「一味真」総支配人/シェフソムリエ/バーテンダー 小川貞夫 -
 2023.11.08 地元産ぶどうにこだわるワインづくり。日本酒づくりにも活かしたい 三和酒類 古屋浩二
2023.11.08 地元産ぶどうにこだわるワインづくり。日本酒づくりにも活かしたい 三和酒類 古屋浩二 -
 2026.02.18 トーストやデザートにも。優しい甘さが美味しいみりん粕のレシピ sel sal saleシェフ 濱口昌大
2026.02.18 トーストやデザートにも。優しい甘さが美味しいみりん粕のレシピ sel sal saleシェフ 濱口昌大 -
 2026.02.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 前編~本格焼酎は「新酒文化」 三和酒類株式会社 顧問 下田雅彦
2026.02.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 前編~本格焼酎は「新酒文化」 三和酒類株式会社 顧問 下田雅彦 -
 2026.03.18 醤油感覚で使える、イタリアの魚醤ガルムのうま味レシピ sel sal saleシェフ 濱口昌大
2026.03.18 醤油感覚で使える、イタリアの魚醤ガルムのうま味レシピ sel sal saleシェフ 濱口昌大 -
 2026.03.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 後編〜最終製品を生み出す「蔵元の技」 三和酒類株式会社 顧問 下田雅彦
2026.03.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 後編〜最終製品を生み出す「蔵元の技」 三和酒類株式会社 顧問 下田雅彦 -
 2022.07.29 お互いに顔の見えるお付き合い。人と人との関係が良いものづくりには重要なんです 三和酒類 安部謙一
2022.07.29 お互いに顔の見えるお付き合い。人と人との関係が良いものづくりには重要なんです 三和酒類 安部謙一 -
 2026.05.20 酢飯やから揚げの下味にも使える梅酢のレシピ 発酵研究・料理家 真藤舞衣子
2026.05.20 酢飯やから揚げの下味にも使える梅酢のレシピ 発酵研究・料理家 真藤舞衣子 -
 2026.05.27 日本のホワイト・スピリッツが世界で勝負する準備は整った 忠孝酒造 代表取締役社長 大城勤 × 三和酒類 顧問 下田雅彦【前編】
2026.05.27 日本のホワイト・スピリッツが世界で勝負する準備は整った 忠孝酒造 代表取締役社長 大城勤 × 三和酒類 顧問 下田雅彦【前編】 -
 2026.06.03 本格焼酎と泡盛は互いに刺激し合う「兄弟分」なんです 忠孝酒造 代表取締役社長 大城勤 × 三和酒類 顧問 下田雅彦【前編】
2026.06.03 本格焼酎と泡盛は互いに刺激し合う「兄弟分」なんです 忠孝酒造 代表取締役社長 大城勤 × 三和酒類 顧問 下田雅彦【前編】 -
 2023.08.30 「焼酎=Shochu」をアメリカ市場に浸透させるための第2ステップが始まる 三和酒類 幡手剛 × 宮﨑哲郎
2023.08.30 「焼酎=Shochu」をアメリカ市場に浸透させるための第2ステップが始まる 三和酒類 幡手剛 × 宮﨑哲郎 -
 2026.06.17 パプリカを発酵させた調味料「マッサ・デ・ピメント」を楽しむレシピ 発酵研究・料理家 真藤舞衣子
2026.06.17 パプリカを発酵させた調味料「マッサ・デ・ピメント」を楽しむレシピ 発酵研究・料理家 真藤舞衣子
![大分の歩きたくなる道[from OITA 大分を巡る]](/kojinote/common/images/recommend_oita.jpg)

![三和酒類[by SANWA SHURUI 三和酒類の酒造り]](/kojinote/common/images/recommend_sanwa.jpg)

![Dr.下田の新本格焼酎論 第6回[think KOJI 麹文化と発酵]](/kojinote/common/images/recommend_koji.jpg)

![Dr.下田の新本格焼酎論 第5回[think KOJI 麹文化と発酵]](/kojinote/common/images/recommend_koji_s.jpg?ver=2)
![クラシック・アンサンブル 西の星クインテット[with PEOPLE 縁ある人たち]](/kojinote/common/images/recommend_people.jpg)




