


Dr.下田の新本格焼酎論 第1回本格焼酎を「奇跡のスピリッツ」と呼ぶ3つの理由
2024(令和6)年、麹(こうじ)菌を使った日本の「伝統的酒造り」がユネスコ無形文化遺産に登録されるなど、本格焼酎や日本酒、泡盛が世界で注目を集めています。この連載では、三和酒類で技術者として、そして経営者として本格焼酎づくりに長年携わってきた「焼酎博士」こと下田雅彦(しもだ・まさひこ)が、本格焼酎の魅力について多角的に語り下ろします。連載第1回は、Dr.(ドクター)下田が本格焼酎を「奇跡のスピリッツ」と呼ぶ理由について、ひもとくところからスタートしましょう。
語り:下田雅彦(三和酒類 取締役会長) / 構成:井上健二
●「本格焼酎」について
焼酎には、「単式蒸留焼酎」と「連続式蒸留焼酎」の2種類があります。本連載では「単式蒸留焼酎」の中の「本格焼酎」を中心に取り上げます。「本格焼酎」は原料を麹と水を用いて発酵させ、単式蒸留機で通常1回蒸留したもので、さらにアルコール分45%以下、水以外何も加えていないもののことです。原料や単式蒸留由来の香味を楽しめるのが特徴です。
「連続式蒸留焼酎」は「甲類焼酎」とも言われ、連続式蒸留機により純粋なアルコールまで高度に精製したものに、水を加えてアルコール分を36%未満にしたものです。アルコールそのものの風味で、果汁や炭酸で割ったチューハイ、果実酒づくりなどに使われることが多いです。
日本酒メーカーで技術者としてのキャリアをスタート
こんにちは。三和酒類の下田雅彦です。まずは自己紹介から始めさせてください。
私は大分県出身。父がお酒好きだったこともあり、発酵に興味を持って大阪大学工学部醱酵工学科(現・応用自然科学科バイオテクノロジー学科目)へ進み、発酵学と酵母を中心とする微生物について学びました。
大学卒業後に就職したのは、兵庫県にある日本酒メーカーでした。30〜40人の蔵人(くらびと)を率いる杜氏(とうじ)さんを技術的にサポートするのが、私の役割。ここでは日本酒づくりを基礎から覚え、酵母の研究を進めました。仕込みの時期には、杜氏さんは蔵人と泊まり込みで日本酒づくりに励みます。その現場で私も作業を共にして悩みごとを聞き出し、それを技術的にどう解決できるかを考えるといった日々を送っていました。
ここで「一麹、二酛(もと)、三つくり」という日本酒づくりの基本を学んだ経験は、のちの焼酎づくりでも大いに役立ちました。この連載でのちのち語るように、本格焼酎もまた「一麹、二酛、三つくり」が基本になっているからです。
5年ほど経った頃、私は大分へのUターン転職を決意しました。長女が生まれたばかりで、妻から「故郷で子育てをしたい」(妻は高校の同級生で大分出身です)という強い要望があったのです。「長男だから、将来的には……」とは思っていましたが、本音を言うともう少し兵庫で日本酒づくりを究めたいという考えもありました。
でも、ここで転職したことで結果的に、私の技術者・研究者としての可能性は大きく広がりました。当時大分県には、県外に出た技術者のUターン就職を支援しようと、県内企業の求人とのマッチングを促す人材登録制度「大分県人材ファイル」がありました。そこに登録してみたところ、真っ先に声をかけてくれたのが三和酒類でした。
麦麹の製造技術確立と「いいちこ酵母」の発見
三和酒類はその頃、1979(昭和54)年に発売した本格麦焼酎「いいちこ」が絶好調。売り上げを急速に伸ばしており、私が入社した1984(昭和59)年には古い製造場から今の本社工場に移転したばかりで、本格的な増産を始めていました。私は研究部門を立ち上げるため研究開発室長に任命され、技術畑出身の社長直轄のもと、1人からスタートして徐々にメンバーが増えていきました。
 1992年撮影。左が入社当時の社長・和田昇(撮影当時は会長)、右が下田(写真提供:下田雅彦)
1992年撮影。左が入社当時の社長・和田昇(撮影当時は会長)、右が下田(写真提供:下田雅彦)
入社後、早速「いいちこ」の品質の安定化に取り組みました。この時点ではまだ、本格麦焼酎を大規模な仕込みで年間通じて安定的に生産する技術は確立できていませんでした。
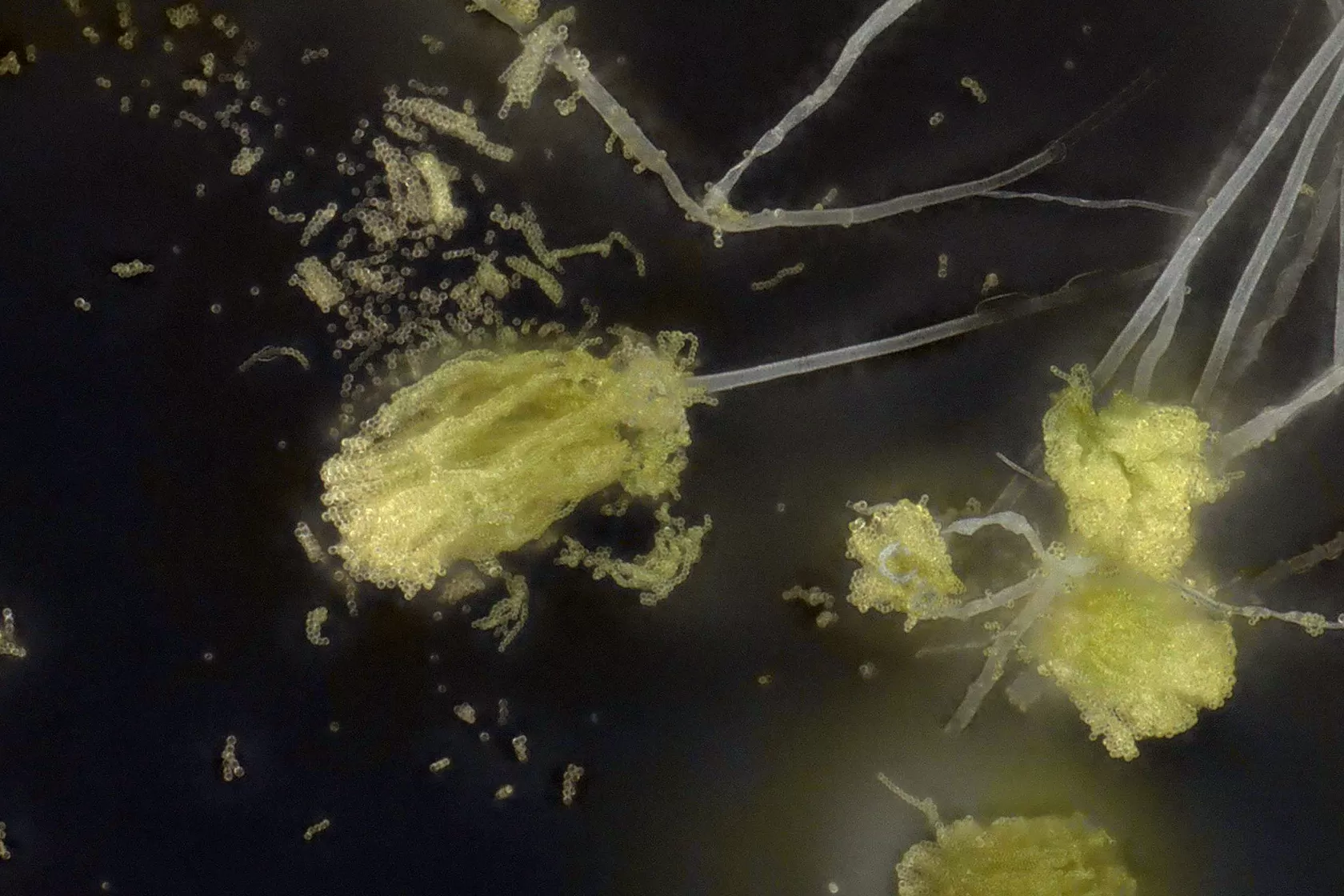
本格焼酎づくりの要となる麹は多くの場合、米に麹菌を生やした米麹を原料としますが、「いいちこ」は麦に麹菌を生やした麦麹を使っています。蒸した麦に種麹と呼ばれるものをまぶすのですが、良い麦麹づくりは蒸した麦の水分量がポイントになります。麦は米と比べて水を多く吸うために、蒸す前に麦を浸漬(しんせき)*1させる水の加減が非常に難しいのです。そこで研究を重ね、麦の原料処理の技術を確立して安定生産の道筋を示しました。この麦麹づくりについては次回以降詳しく解説します。
1992年撮影。左が入社当時の社長・和田昇(撮影当時は会長)、右が下田(写真提供:下田雅彦)また、私の専門でもある酵母の研究も進めました。焼酎づくりでは「一次仕込み」の工程で、麹に水と酵母を加えますが、ここでアルコールをつくり出す能力の高い優良な酵母を使えば、より少ない原料からより多くの製品をつくることができるわけです。私は前職で身につけたもろみ*2中の酵母の検査方法を応用して、麦焼酎もろみから優良酵母を分離する研究を行いました。
当時「いいちこ」には鹿児島酵母という、広く頒布されている酵母を使っていたのですが、仕込みごとにもろみを採取して酵母純度を検査したところ、差し酛*3を繰り返すにつれて別の酵母が増えていることが分かりました。これは鹿児島酵母が自然に変異して当社の工場に住み着いたもので、発酵力が旺盛でより成長力の高い株でした。この株が、発酵中に元の鹿児島酵母を圧倒して、最終段階のもろみではすっかり置き換わっていたのです。*1 浸漬:水に漬けて、必要な水分を吸収させること。
*2 もろみ:醸造用のタンクに、麹、水、酵母などを入れて仕込み、その後発酵している状態。
*3 差し酛:一次仕込みの際に、以前つくった一次もろみの一部を少量入れて種酵母として使う方法。
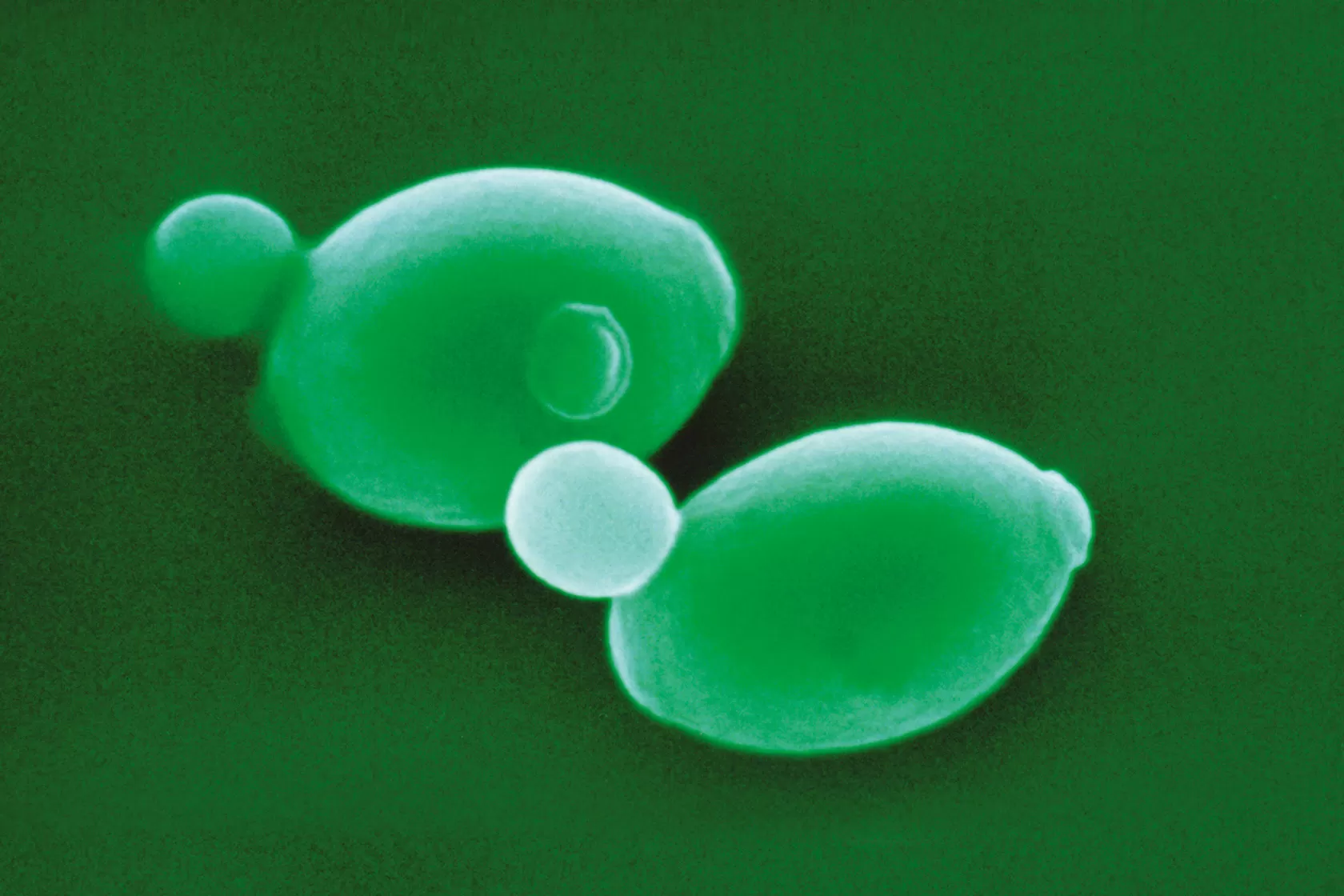
分離した酵母のなかで特に優秀だった酵母が通称「いいちこ酵母」です。この発見以降、鹿児島酵母に代えて「いいちこ酵母」を使うようになり、原料に対する「いいちこ」の生産効率が上がって、さらなる普及に貢献することができました。
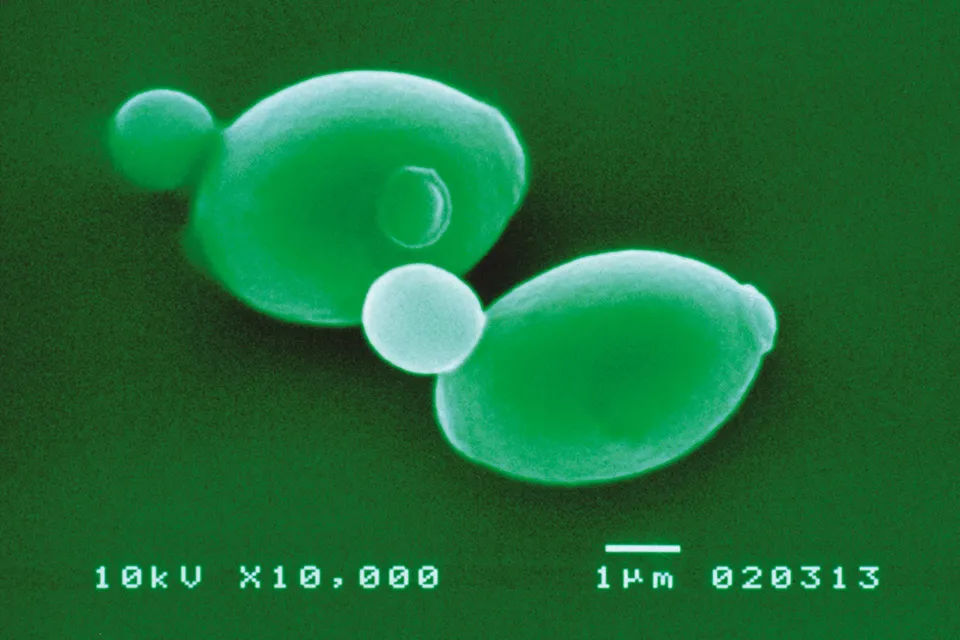 「いいちこ酵母」の電子顕微鏡写真
「いいちこ酵母」の電子顕微鏡写真
本格焼酎の「奇跡」 その1 ~寒冷な国と温暖な国の酒づくりが500年前の南九州で出合った
私は、本格焼酎というのは「奇跡のスピリッツ(蒸留酒)」だと思っています。絶え間ない変革と進化の紆余曲折の歴史を経て今があるのですが、私にはそれが奇跡的と思えるからです。それでは、その歴史に沿って、本格焼酎を取り巻く奇跡について、大きく3つの時代に区切って解説していきましょう。(「本格焼酎進化の系図」参照)
まず最初の奇跡。それは、いまからおよそ500年前、室町時代後期の頃まで遡ります。
 本格麦焼酎「いいちこ」の原料である麦麹
本格麦焼酎「いいちこ」の原料である麦麹
蒸した米粒に種麹をまぶして麹をつくり、米の酒を醸造する技術は京都を中心に13世紀の頃から形づくられてきたと考えられています。やがて日本列島の南北へ麹を使った日本酒づくりの技が伝わっていきました。日本酒づくりは、冬場に低温で雑菌の繁殖を抑えながら発酵を行う「寒(かん)造り」が基本ですが、暖かい南九州(鹿児島、宮崎、熊本)では寒造りがうまく行えないため、発酵中に酒質を落とす雑菌が繁殖しがちでした。その結果、「腐造」が多発したり出来上がった日本酒の保存にも不向きな気候でした。
そんな南九州へ1500年頃に沖縄経由で伝わってきたのが、お酒を蒸留するという考え方。沖縄の蒸留酒といえば「泡盛」ですが、その頃はまだ泡盛は登場していませんでした。泡盛の源流となったのは、交易を通じてシャム(タイ)から伝わっていた蒸留酒「ラオ・ロン」。ラオ・ロンは発酵したもろみを蒸留したものでアルコール度数が高いため、雑菌の繁殖が抑えられて保存性も高くなります。蒸留酒は、タイや沖縄のように暖かい風土に向いている酒づくりなのです。
安定して良質な日本酒ができなかった南九州では、沖縄との交流の中でこの蒸留という方法を取り入れ、日本酒あるいは日本酒のもろみを蒸留してアルコールを回収する技術が定着します。つまり最初の本格焼酎は、日本酒と同じ米を主原料とする「米焼酎」だったのです。南九州より北方では美味しい日本酒が醸造できましたから、それをあえて蒸留する必要はありませんでした。
寒造りを基本とする寒冷な国の酒づくりと、タイ・沖縄経由で伝わった温暖な国の酒づくりが500年前の南九州で出合い、そこから本格焼酎の進化が始まったのです。
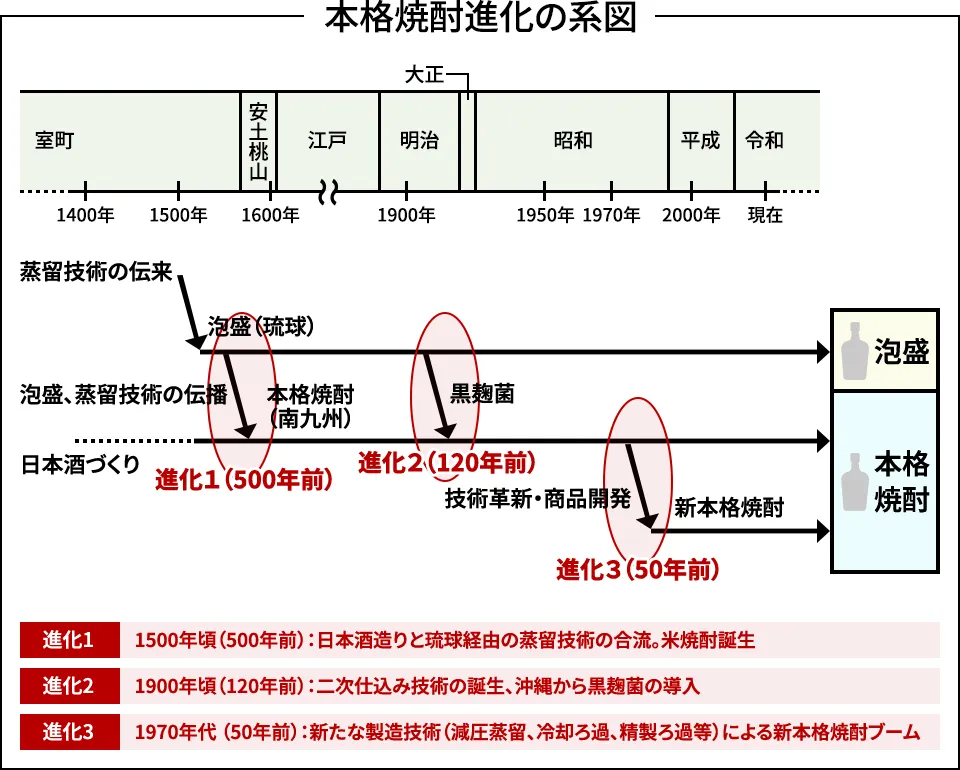 本格焼酎進化の系図(作:下田雅彦)
本格焼酎進化の系図(作:下田雅彦)
本格焼酎の「奇跡」 その2 ~明治維新後の焼酎製造に訪れた3つの大変革
本格焼酎に次の進化が起こったのは、いまからおよそ120年前。明治維新がきっかけでした。この時代には、大きな3つの革新がほぼ同時に進行しました。
1つ目は、明治維新後に西洋から新しい学問や科学技術が入ったこと。微生物に関する知識や技術、さらに有益な菌を分離して応用する微生物学が導入されました。国立の醸造試験所が設立されたのは1904(明治37)年です。また、1910(明治43)年には連続式蒸留機が導入され、甲類焼酎の源流となります。
2つ目は、沖縄から黒麹菌が伝わったこと。それまで、泡盛づくりの要となる黒麹菌は琉球王国で見出され秘伝として大切に守られており、日本には伝わりませんでした。1879(明治12)年に沖縄県が設置された後、1901(明治34)年に、黒麹菌が泡盛の製造工程から分離されて「Aspergillus luchuensis(アスペルギルス リューチューエンシス)」と命名されます。
その後の研究で、黒麹菌がつくるクエン酸が、発酵したもろみを雑菌から守って、温暖な地域でもより安定的にアルコールをつくれることが分かり、それまでの黄麹菌に代わって、大正時代には南九州において黒麹菌が本格焼酎づくりに用いられるようになりました。
3つ目の革新は、鹿児島の芋焼酎づくりから「二次仕込み法」が生まれ、1910(明治43)年頃に定着したこと。芋焼酎の主原料となるサツマイモは、米や麦と比べて糖分が多いため、発酵の過程で雑菌に汚染されて腐造を起こすリスクが高かったのです。そこで試行錯誤の末、編み出された画期的な仕込み方法が二次仕込み法なのです。
始めに米麹(蒸した米に麹菌を繁殖させたもの)と酵母と水だけで一次仕込みを行い、酵母を十分増殖させます。これは日本酒の酛づくりに当たり、本仕込みである二次仕込みで、サツマイモを加えて酵母による発酵を速やかに進行させ、発酵の安定・安全性を高める技術です。黒麹菌の導入と二次仕込み法の発明により、現在の本格焼酎の製造法が確立されました。
本格焼酎の「奇跡」 その3 ~肩身の狭かった庶民の酒から、西洋の蒸留酒に負けない酒へ
およそ120年前の近代化以降も、本格焼酎の地位は低いままでした。
応用微生物学の世界的権威で、“お酒の神様”と呼ばれる坂口謹一郎(さかぐち・きんいちろう)先生*4が著書「古酒新酒」(1974年、講談社)の中で、「西洋の蒸留酒がいずれも万金に値する世界の名酒であり、国民の誇りであることと比べると、日本の焼酎の肩身のせまいこと、一体これはどうしたわけであろうか」と嘆かれたのは、今から50年ほど前のことでした(初出は1971年)。*4 坂口謹一郎:1897(明治30)~1994(平成6)年。日本の農芸化学者。発酵、醸造に関する研究で世界的権威の一人。東京大学応用微生物研究所初代所長、同大学名誉教授、理化学研究所副理事長を務める。
 坂口謹一郎氏の著書「古酒新酒」(写真:三井公一)
坂口謹一郎氏の著書「古酒新酒」(写真:三井公一)
当時、焼酎は安価で酔える「庶民の酒」でしたが、皮肉なことに同じ焼酎でも人気があったのは甲類焼酎。連続式蒸留で不純物を徹底的に除いたピュアな風味が評価されており、1949(昭和24)年までは甲類焼酎は「新式焼酎」、本格焼酎は「旧式焼酎」と呼ばれていました。その頃の本格焼酎は原料由来の油性成分のせいで独特の臭みや濁りがあり、飲みにくい代物でした。
その状況が一変したのは1970 年代。減圧蒸留、冷却ろ過、精製ろ過といった蒸留以降の工程における3つの革新技術の導入により、西洋の蒸留酒に比肩し得る、雑味のない洗練された美味しい本格焼酎がつくられるようになったのです。なかでも本格焼酎の酒質向上に大きく貢献したのは、私の恩師でもある西谷尚道(にしや・たかみち)先生が普及に尽力した、油臭の解明と防止のための冷却ろ過技術です。
こうしたイノベーションの恩恵を受け、1970年代には臭くて濁りのある焼酎ではない、華やかな香りできれいな酒質の米焼酎(熊本)、麦焼酎(大分)、そしてそば焼酎(宮崎)といった、新しくて多様な本格焼酎が続々と登場したのです。本格焼酎が九州から全国に浸透していったのは、この時期からでした。
 単式蒸留機
単式蒸留機
本格焼酎の「奇跡」 その先へ ~無限に広がる多様性
本格焼酎の進化はまだ終わっていません。その“伸びしろ”の背景にあるのは、多様性。世界にはさまざま蒸留酒がありますが、本格焼酎の多様性は他に類を見ないものです。
まず、原料が多様です。例えば同じ蒸留酒でも、ウイスキーの原料は大麦などの穀物、ブランデーの原料はブドウなどの果実と決まっているのに対し、本格焼酎の原料は多種多様。2006(平成18)年の国税庁長官告示では、穀類、芋類に加えてしそや栗など、全53種が原料として認められています。麦や米や芋以外でも本格焼酎をつくることができ、そしてその原料の違いにより、風味に個性が生まれるのです。
次に、製法も多様です。麹、酵母の違い、常圧蒸留か減圧蒸留かといった蒸留方法、ろ過方法、原酒の熟成の仕方や期間によっても違いが生まれます。製法に関する技術的な進歩は1970年代以降もノンストップで続いています。芋の品種改良による新しい芋焼酎の登場、全麹仕込み法などによる麦焼酎の多様化といったように、新しい取り組みが数多く見られます。
皆さんがご自身で楽しめる多様性として、飲み方も挙げられます。ストレート、ロック、水割り、ソーダ割り、お湯割り……。最近ではカクテルのベースとしても本格焼酎が使われ始めています。蒸留酒を水やお湯で割って飲むというスタイルは本格焼酎ならではですが、これは食事と一緒に楽しめる食中酒であるという特性にもつながっています。

原料、製法、飲み方、食事とのペアリングと、組み合わせは無限にあります。世界広しといえど、このような多様な楽しみ方ができる蒸留酒は他にないでしょう。
本格焼酎は古くて新しいお酒であり、まだまだ他にも進化を続ける余地が残されています。例えば、ウイスキーのように樽を使った長期熟成や、より高いアルコール度数の本格焼酎など、可能性は未知数です。そこも私が「奇跡のスピリッツ」と呼ぶゆえん。これから50年後の本格焼酎が一体どうなっているのか。それは私にも想像できません。
麹を使った酒づくりと蒸留技術との運命的な出合いによって生まれ、今も続く技術の進歩による無限の可能性を持ち、そしてさまざまな楽しみ方ができる、そんな「奇跡のスピリッツ」本格焼酎。この連載ではその知られざる魅力について、私なりの視点で語っていきたいと思います。本格焼酎をあまり飲んだことがない人にも、日々愛飲されている方にも、楽しんでいただける読み物になれば幸いです。
主要参考文献:「本格焼酎製造技術」(日本醸造協会、1991年)、「麴学」(村上秀也編著、日本醸造協会、1986年)、「古酒新酒」(坂口謹一郎、講談社、1974年)、「世界のスピリッツ 焼酎」(関根彰、技報堂出版、2005年)、「焼酎の履歴書」(鮫島吉廣、イカロス出版、2020年)、「現代焼酎考」(稲垣真美、岩波書店、1985年)
 (写真:三井公一)
(写真:三井公一)
PROFILE
下田雅彦(しもだ・まさひこ)
三和酒類株式会社 取締役会長 工学博士
1955(昭和30)年生まれ、大分県豊後大野市出身。大阪大学工学部醗酵工学科卒業後、兵庫県の日本酒メーカーに勤務。1984(昭和59)年にUターンで三和酒類に入社。専門技術者として焼酎製造技術開発、商品開発、品質管理に従事しながら、1998(平成10)年に大阪大学工学博士号取得。1999(平成11)年に取締役に就任後、2017(平成29)年、オーナー家以外から初の社長に就任。2023(令和5)年、取締役会長に就任。
関連記事
-
 2021.11.01 お野菜やゆでたまごを美味しく食べるあま酒マヨネーズ 料理研究家・管理栄養士 舘野真知子
2021.11.01 お野菜やゆでたまごを美味しく食べるあま酒マヨネーズ 料理研究家・管理栄養士 舘野真知子 -
 2021.11.12 発酵は人間の役に立つもの。腐敗は役に立たないもの 東京農業大学名誉教授 小泉武夫
2021.11.12 発酵は人間の役に立つもの。腐敗は役に立たないもの 東京農業大学名誉教授 小泉武夫 -
 2021.11.24 発酵微生物は休みもなしに黙々と働く。発酵は力なり 東京農業大学名誉教授 小泉武夫
2021.11.24 発酵微生物は休みもなしに黙々と働く。発酵は力なり 東京農業大学名誉教授 小泉武夫 -
 2021.12.15 まずいものを作ったからこそ美味しいものができるんです 「Bar BenFiddich」オーナーバーテンダー 鹿山博康
2021.12.15 まずいものを作ったからこそ美味しいものができるんです 「Bar BenFiddich」オーナーバーテンダー 鹿山博康 -
 2022.01.19 しょうが焼きとニラ玉。定番メニューもあま酒でふんわり仕上げに 料理研究家・管理栄養士 舘野真知子
2022.01.19 しょうが焼きとニラ玉。定番メニューもあま酒でふんわり仕上げに 料理研究家・管理栄養士 舘野真知子 -
 2022.02.22 もろみの過程で見つけた蔵付き酵母。それが「いいちこ酵母」の発見でした。 三和酒類 代表取締役社長 下田雅彦
2022.02.22 もろみの過程で見つけた蔵付き酵母。それが「いいちこ酵母」の発見でした。 三和酒類 代表取締役社長 下田雅彦 -
 2022.03.02 麹原料にも麦を使うことで初めて「麦100%の焼酎である」と言えるものなんです。 三和酒類 代表取締役社長 下田雅彦
2022.03.02 麹原料にも麦を使うことで初めて「麦100%の焼酎である」と言えるものなんです。 三和酒類 代表取締役社長 下田雅彦 -
 2022.03.16 梅酒ゼリーから鶏手羽の煮込みまで。焼酎でさっぱり仕上げのレシピ 料理研究家・管理栄養士 舘野真知子
2022.03.16 梅酒ゼリーから鶏手羽の煮込みまで。焼酎でさっぱり仕上げのレシピ 料理研究家・管理栄養士 舘野真知子 -
 2022.04.20 「いいちこ」やいちごで香りが楽しい春のおつまみ 料理家 井澤由美子
2022.04.20 「いいちこ」やいちごで香りが楽しい春のおつまみ 料理家 井澤由美子 -
 2022.06.08 あえて言いますとね、塩こうじは手間を飛び抜かすことをやってくれた 糀屋本店社長 浅利妙峰
2022.06.08 あえて言いますとね、塩こうじは手間を飛び抜かすことをやってくれた 糀屋本店社長 浅利妙峰 -
 2022.06.15 食べ物で世界平和を導きたい。その先端にこうじがあってほしい 糀屋本店社長 浅利妙峰
2022.06.15 食べ物で世界平和を導きたい。その先端にこうじがあってほしい 糀屋本店社長 浅利妙峰 -
 2022.06.29 丁寧なお米作りが、お酒造りにも重要だということが科学的にも分かってきています 酒類総合研究所 岩下和裕
2022.06.29 丁寧なお米作りが、お酒造りにも重要だということが科学的にも分かってきています 酒類総合研究所 岩下和裕 -
 2022.07.20 美味しくて元気になれる夏トマトのレシピ 料理家 井澤由美子
2022.07.20 美味しくて元気になれる夏トマトのレシピ 料理家 井澤由美子 -
 2022.08.24 新しいカルチャーという感じで、「発酵」が注目されるようになってきた 発酵デザイナー 小倉ヒラク
2022.08.24 新しいカルチャーという感じで、「発酵」が注目されるようになってきた 発酵デザイナー 小倉ヒラク -
 2022.09.14 炙った鰹や豆腐にぴったり。こくとうまみを凝縮した納豆醬 料理家 井澤由美子
2022.09.14 炙った鰹や豆腐にぴったり。こくとうまみを凝縮した納豆醬 料理家 井澤由美子 -
 2022.10.26 発酵、微生物の力で人の役に立つものを生み出したい 別府大学教授 陶山明子
2022.10.26 発酵、微生物の力で人の役に立つものを生み出したい 別府大学教授 陶山明子 -
 2022.11.30 ご飯に合う甘辛おかずに。コチュジャン風たれ 料理家 井澤由美子
2022.11.30 ご飯に合う甘辛おかずに。コチュジャン風たれ 料理家 井澤由美子 -
 2023.01.25 三平汁とコーヒー。栄養たっぷりの酒かすで温まるレシピ 料理家 井澤由美子
2023.01.25 三平汁とコーヒー。栄養たっぷりの酒かすで温まるレシピ 料理家 井澤由美子 -
 2023.02.15 そもそも「発酵」って何ですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.02.15 そもそも「発酵」って何ですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.02.22 発酵食品をつくる微生物とは? 三和酒類 三和研究所 研究員 都甲祐介
2023.02.22 発酵食品をつくる微生物とは? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.03.22 「麹菌」と「酵素」ってどんな関係なのですか? 三和酒類 三和研究所 研究員 辛島健文
2023.03.22 「麹菌」と「酵素」ってどんな関係なのですか? 三和酒類 三和研究所 研究員 辛島健文 -
 2023.03.29 黄麹菌、黒麹菌、白麹菌って何が違うのですか? 三和酒類 三和研究所 研究員 辛島健文
2023.03.29 黄麹菌、黒麹菌、白麹菌って何が違うのですか? 三和酒類 三和研究所 研究員 辛島健文 -
 2023.04.12 春キャベツをシンプルに、美味しくいただく「乳酸キャベツ」 料理家 井澤由美子
2023.04.12 春キャベツをシンプルに、美味しくいただく「乳酸キャベツ」 料理家 井澤由美子 -
 2023.06.14 お酒のアルコールはどうやって生み出されるのですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.06.14 お酒のアルコールはどうやって生み出されるのですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.06.21 お酒づくりに使われる酵母にはどんな種類があるのですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.06.21 お酒づくりに使われる酵母にはどんな種類があるのですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.07.12 栄養たっぷりの万能調味料「香味麹」で夏バテ知らずに 料理家 井澤由美子
2023.07.12 栄養たっぷりの万能調味料「香味麹」で夏バテ知らずに 料理家 井澤由美子 -
 2023.09.06 バーというのはアメリカ人にとって自分の居場所“サードプレイス(第3の場所)”なんです バーコンサルタント ドン・リー
2023.09.06 バーというのはアメリカ人にとって自分の居場所“サードプレイス(第3の場所)”なんです バーコンサルタント ドン・リー -
 2023.09.13 本物がしのぎを削るニューヨークでプロのバーテンダーを目指した理由 「Bar Goto」「Bar Goto Niban」オーナーバーテンダー 後藤健太
2023.09.13 本物がしのぎを削るニューヨークでプロのバーテンダーを目指した理由 「Bar Goto」「Bar Goto Niban」オーナーバーテンダー 後藤健太 -
 2023.09.13 焼酎は他の素材やスピリッツを重ね合わせることでカクテルの味わいを高めてくれる 「Manhatta」ヘッドバーテンダー キャメロン・ウィンケルマン
2023.09.13 焼酎は他の素材やスピリッツを重ね合わせることでカクテルの味わいを高めてくれる 「Manhatta」ヘッドバーテンダー キャメロン・ウィンケルマン -
 2023.09.27 2人の偉大な師匠から学んだ緻密な知識とイマジネーション 「Martiny's」オーナーバーテンダー 渡邉琢磨
2023.09.27 2人の偉大な師匠から学んだ緻密な知識とイマジネーション 「Martiny's」オーナーバーテンダー 渡邉琢磨 -
 2023.10.11 きんぴら、酒蒸し、鍋。うまみたっぷりナンプラーレシピ 料理研究家・管理栄養士 エダジュン
2023.10.11 きんぴら、酒蒸し、鍋。うまみたっぷりナンプラーレシピ 料理研究家・管理栄養士 エダジュン -
 2023.12.13 豚汁やクリーム煮にも! うまみと辛味、甘味を活かしたコチュジャンレシピ 料理研究家・管理栄養士 エダジュン
2023.12.13 豚汁やクリーム煮にも! うまみと辛味、甘味を活かしたコチュジャンレシピ 料理研究家・管理栄養士 エダジュン -
 2023.12.20 コンセプトは「近所の酒場」。入りやすい雰囲気でクオリティーは最高に 「Katana Kitten」オーナーバーテンダー 漆戸正浩
2023.12.20 コンセプトは「近所の酒場」。入りやすい雰囲気でクオリティーは最高に 「Katana Kitten」オーナーバーテンダー 漆戸正浩 -
 2023.12.27 「2番目に好きなこと」を仕事にしたら、麹菌が作る不思議なタンパク質と出合った 明治大学教授 中島春紫
2023.12.27 「2番目に好きなこと」を仕事にしたら、麹菌が作る不思議なタンパク質と出合った 明治大学教授 中島春紫 -
 2023.12.27 日本は発酵食品の宝庫。未知の食品に出合えるのも旅の醍醐味です 明治大学教授 中島春紫
2023.12.27 日本は発酵食品の宝庫。未知の食品に出合えるのも旅の醍醐味です 明治大学教授 中島春紫 -
 2024.02.07 様々な素材との融合がチョコレートづくりの魅力、新素材の発見にワクワクする メリーチョコレートカムパニー マーケティング本部研究開発部部長 大石茂之
2024.02.07 様々な素材との融合がチョコレートづくりの魅力、新素材の発見にワクワクする メリーチョコレートカムパニー マーケティング本部研究開発部部長 大石茂之 -
 2023.02.08 古きを知って新しい物を生み出す「バーテンダー道」に終わりはありません 「Bar CASK」オーナーバーテンダー 佐藤昭次郎
2023.02.08 古きを知って新しい物を生み出す「バーテンダー道」に終わりはありません 「Bar CASK」オーナーバーテンダー 佐藤昭次郎 -
 2023.03.06 我々の仕事は、有用微生物が機嫌良く働く環境を整えてあげるということ フンドーキン醤油株式会社 取締役 ドレッシング工場長 堺留夫
2023.03.06 我々の仕事は、有用微生物が機嫌良く働く環境を整えてあげるということ フンドーキン醤油株式会社 取締役 ドレッシング工場長 堺留夫 -
 2023.06.28 酒づくりの3本柱は、素材のよさ、加工のよさ、そして、つくる人の誠意だと思う 三和酒類 丸尾剛
2023.06.28 酒づくりの3本柱は、素材のよさ、加工のよさ、そして、つくる人の誠意だと思う 三和酒類 丸尾剛 -
 2024.03.27 中国の発酵調味料「豆板醤」。マリアージュが美味しいレシピ 料理研究家・管理栄養士 エダジュン
2024.03.27 中国の発酵調味料「豆板醤」。マリアージュが美味しいレシピ 料理研究家・管理栄養士 エダジュン -
 2024.04.17 和風スープからエスニック焼き飯まで。チーズ3種の特徴を生かしたメニュー 料理研究家・管理栄養士 エダジュン
2024.04.17 和風スープからエスニック焼き飯まで。チーズ3種の特徴を生かしたメニュー 料理研究家・管理栄養士 エダジュン -
 2024.05.22 お酒に関して都市伝説的に言われてきたことを科学的に解明していきたい 大分大学医学部教授 一般社団法人飲酒科学振興協会代表理事 松浦恵子
2024.05.22 お酒に関して都市伝説的に言われてきたことを科学的に解明していきたい 大分大学医学部教授 一般社団法人飲酒科学振興協会代表理事 松浦恵子 -
 2024.02.14 「適正飲酒」を社会に浸透させてアルコール業界の未来を切り拓く 三和酒類 串尾聡之
2024.02.14 「適正飲酒」を社会に浸透させてアルコール業界の未来を切り拓く 三和酒類 串尾聡之 -
 2024.06.19 じめっとする梅雨シーズンに、さっぱり食べられるヨーグルトレシピ 料理研究家・管理栄養士 エダジュン
2024.06.19 じめっとする梅雨シーズンに、さっぱり食べられるヨーグルトレシピ 料理研究家・管理栄養士 エダジュン -
 2024.07.17 種麹メーカーの仕事はガスや電気のようなインフラに近いものだと考えています 糀屋三左衛門29代当主 株式会社ビオック代表取締役社長 村井裕一郎
2024.07.17 種麹メーカーの仕事はガスや電気のようなインフラに近いものだと考えています 糀屋三左衛門29代当主 株式会社ビオック代表取締役社長 村井裕一郎 -
 2024.09.18 小粒と大粒を使い分け。調味料にもなる納豆のうまみを生かしたレシピ 料理研究家 きじまりゅうた
2024.09.18 小粒と大粒を使い分け。調味料にもなる納豆のうまみを生かしたレシピ 料理研究家 きじまりゅうた -
 2024.10.23 菌類は植物よりも動物に近い。ときにきわめて動物的な動きをすることに気づきます 国立科学博物館 植物研究部長(兼)筑波実験植物園長 一般社団法人日本菌学会会長 細矢剛
2024.10.23 菌類は植物よりも動物に近い。ときにきわめて動物的な動きをすることに気づきます 国立科学博物館 植物研究部長(兼)筑波実験植物園長 一般社団法人日本菌学会会長 細矢剛 -
 2024.10.30 だしにも食材にも。うまみが凝縮したかつおぶしレシピ 料理研究家 きじまりゅうた
2024.10.30 だしにも食材にも。うまみが凝縮したかつおぶしレシピ 料理研究家 きじまりゅうた -
 2024.12.18 世界一の蒸留酒「SHOCHU 焼酎」を、世界のどこでも当たり前に買えるお酒にしたい 焼酎伝道師、「HONKAKU SPIRITS」ファウンダー ペレグリニ・クリストファー
2024.12.18 世界一の蒸留酒「SHOCHU 焼酎」を、世界のどこでも当たり前に買えるお酒にしたい 焼酎伝道師、「HONKAKU SPIRITS」ファウンダー ペレグリニ・クリストファー -
 2025.01.22 赤味噌と白味噌、それぞれの味わいを楽しむレシピ 料理研究家 きじまりゅうた
2025.01.22 赤味噌と白味噌、それぞれの味わいを楽しむレシピ 料理研究家 きじまりゅうた -
 2025.02.19 複数種類をブレンドしても美味しい、酢を使ったレシピ 料理研究家 きじまりゅうた
2025.02.19 複数種類をブレンドしても美味しい、酢を使ったレシピ 料理研究家 きじまりゅうた -
 2025.03.19 微生物の活動に感動するという体験をたくさんの人々にシェアしていきたい 麹文化研究家 株式会社麹の学校 代表 なかじ
2025.03.19 微生物の活動に感動するという体験をたくさんの人々にシェアしていきたい 麹文化研究家 株式会社麹の学校 代表 なかじ -
 2025.04.16 タイ料理に欠かせないオイスターソースを使ったレシピ CHOMPOOシェフ・料理家 森枝幹
2025.04.16 タイ料理に欠かせないオイスターソースを使ったレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.05.14 「飲酒寿命」を判定できる検査キットを開発していきたいですね 九州大学主幹教授、都市研究センター長 馬奈木俊介
2025.05.14 「飲酒寿命」を判定できる検査キットを開発していきたいですね 九州大学主幹教授、都市研究センター長 馬奈木俊介 -
 2024.07.31 排水を減らし、焼酎粕を資源として活用。創業当時からの「自然にやさしいものづくり」を繋げていく 三和酒類 野村智則
2024.07.31 排水を減らし、焼酎粕を資源として活用。創業当時からの「自然にやさしいものづくり」を繋げていく 三和酒類 野村智則 -
 2025.05.21 野菜もたっぷり食べられる、いかの塩辛タイ風アレンジレシピ CHOMPOOシェフ・料理家 森枝幹
2025.05.21 野菜もたっぷり食べられる、いかの塩辛タイ風アレンジレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.06.18 本格焼酎を「奇跡のスピリッツ」と呼ぶ3つの理由 三和酒類株式会社 取締役会長 下田雅彦
2025.06.18 本格焼酎を「奇跡のスピリッツ」と呼ぶ3つの理由 三和酒類株式会社 取締役会長 下田雅彦 -
 2025.07.23 なめらかパンナコッタと香港レモンティー。夏におすすめ紅茶を使ったレシピ CHOMPOOシェフ・料理家 森枝幹
2025.07.23 なめらかパンナコッタと香港レモンティー。夏におすすめ紅茶を使ったレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.07.28 味や香り、食感、温度などによる総合感覚、それを「味わい」と呼んでいます 広島大学名誉教授、女子栄養大学名誉教授、NPO法人 うま味インフォメーションセンター 理事長、(公財)日本食肉消費総合センター 研究員 西村敏英
2025.07.28 味や香り、食感、温度などによる総合感覚、それを「味わい」と呼んでいます 広島大学名誉教授、女子栄養大学名誉教授、NPO法人 うま味インフォメーションセンター 理事長、(公財)日本食肉消費総合センター 研究員 西村敏英 -
 2025.08.27 本格焼酎のつくり方:「一麹」前編~美味しい本格焼酎を目指す最初のステップ 三和酒類株式会社 取締役会長 下田雅彦
2025.08.27 本格焼酎のつくり方:「一麹」前編~美味しい本格焼酎を目指す最初のステップ 三和酒類株式会社 取締役会長 下田雅彦 -
 2024.05.29 何もないところからのスタート。産官協同研究で、焼酎に好適な大麦の新品種を開発 大分麦焼酎「西の星」誕生物語【前編】
2024.05.29 何もないところからのスタート。産官協同研究で、焼酎に好適な大麦の新品種を開発 大分麦焼酎「西の星」誕生物語【前編】 -
 2025.09.10 手軽にできる、アボカドときゅうりのぬか漬けを洋風にアレンジ CHOMPOOシェフ・料理家 森枝幹
2025.09.10 手軽にできる、アボカドときゅうりのぬか漬けを洋風にアレンジ CHOMPOOシェフ・料理家 森枝幹 -
 2025.10.15 まろやかでコクのある発酵トマトの万能ドレッシング sel sal saleシェフ 濱口昌大
2025.10.15 まろやかでコクのある発酵トマトの万能ドレッシング sel sal saleシェフ 濱口昌大 -
 2025.10.31 本格焼酎のつくり方:「二酛、三つくり」前編~発酵の「もと」となる酵母を増やす「一次仕込み」 三和酒類株式会社 顧問 下田雅彦
2025.10.31 本格焼酎のつくり方:「二酛、三つくり」前編~発酵の「もと」となる酵母を増やす「一次仕込み」 三和酒類株式会社 顧問 下田雅彦 -
 2025.10.31 本格焼酎のつくり方:「二酛、三つくり」後編~本格焼酎の多様性の源泉 三和酒類株式会社 顧問 下田雅彦
2025.10.31 本格焼酎のつくり方:「二酛、三つくり」後編~本格焼酎の多様性の源泉 三和酒類株式会社 顧問 下田雅彦 -
 2025.08.27 本格焼酎のつくり方:「一麹」後編~本格焼酎の救世主となった黒麹菌・白麹菌 三和酒類株式会社 取締役会長 下田雅彦
2025.08.27 本格焼酎のつくり方:「一麹」後編~本格焼酎の救世主となった黒麹菌・白麹菌 三和酒類株式会社 取締役会長 下田雅彦 -
 2025.11.26 日本人に多い“お酒に弱い体質”は、いったい何に有利なのか解明したい 東京大学大学院理学系研究科生物科学専攻教授 太田博樹
2025.11.26 日本人に多い“お酒に弱い体質”は、いったい何に有利なのか解明したい 東京大学大学院理学系研究科生物科学専攻教授 太田博樹 -
 2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」前編〜「清酒ブランデー」の発想から生まれた「減圧蒸留」 三和酒類株式会社 顧問 下田雅彦
2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」前編〜「清酒ブランデー」の発想から生まれた「減圧蒸留」 三和酒類株式会社 顧問 下田雅彦 -
 2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」後編〜本格焼酎の最大の課題「油臭」 三和酒類株式会社 顧問 下田雅彦
2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」後編〜本格焼酎の最大の課題「油臭」 三和酒類株式会社 顧問 下田雅彦 -
 2025.07.17 実際に社員が手を動かして焼酎づくりを学べる施設をつくりたかった 相談役 和田久継×技師 丸尾剛
2025.07.17 実際に社員が手を動かして焼酎づくりを学べる施設をつくりたかった 相談役 和田久継×技師 丸尾剛 -
 2022.05.25 一生かけてもゴールにたどり着けない。それが焼酎造りの醍醐味。 三和酒類 松本真一郎
2022.05.25 一生かけてもゴールにたどり着けない。それが焼酎造りの醍醐味。 三和酒類 松本真一郎 -
 2021.11.01 「1ミリの品質差」にこだわっています。良い酒造りのために 三和酒類 常務取締役 和田正太郎
2021.11.01 「1ミリの品質差」にこだわっています。良い酒造りのために 三和酒類 常務取締役 和田正太郎 -
 2025.07.17 壱號蔵でつくったこだわりの本格麦焼酎「重露涓滴(ちょうろけんてき)」 相談役 和田久継×技師 丸尾剛
2025.07.17 壱號蔵でつくったこだわりの本格麦焼酎「重露涓滴(ちょうろけんてき)」 相談役 和田久継×技師 丸尾剛 -
 2026.01.14 意外な組み合わせが楽しいアンチョビレシピ sel sal saleシェフ 濱口昌大
2026.01.14 意外な組み合わせが楽しいアンチョビレシピ sel sal saleシェフ 濱口昌大 -
 2026.01.30 この仕事、60歳がやっと1年生。じゃないと味が出ないものです レストラン「一味真」総支配人/シェフソムリエ/バーテンダー 小川貞夫
2026.01.30 この仕事、60歳がやっと1年生。じゃないと味が出ないものです レストラン「一味真」総支配人/シェフソムリエ/バーテンダー 小川貞夫 -
 2023.11.08 地元産ぶどうにこだわるワインづくり。日本酒づくりにも活かしたい 三和酒類 古屋浩二
2023.11.08 地元産ぶどうにこだわるワインづくり。日本酒づくりにも活かしたい 三和酒類 古屋浩二 -
 2026.02.18 トーストやデザートにも。優しい甘さが美味しいみりん粕のレシピ sel sal saleシェフ 濱口昌大
2026.02.18 トーストやデザートにも。優しい甘さが美味しいみりん粕のレシピ sel sal saleシェフ 濱口昌大 -
 2026.02.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 前編~本格焼酎は「新酒文化」 三和酒類株式会社 顧問 下田雅彦
2026.02.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 前編~本格焼酎は「新酒文化」 三和酒類株式会社 顧問 下田雅彦 -
 2026.03.18 醤油感覚で使える、イタリアの魚醤ガルムのうま味レシピ sel sal saleシェフ 濱口昌大
2026.03.18 醤油感覚で使える、イタリアの魚醤ガルムのうま味レシピ sel sal saleシェフ 濱口昌大 -
 2026.03.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 後編〜最終製品を生み出す「蔵元の技」 三和酒類株式会社 顧問 下田雅彦
2026.03.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 後編〜最終製品を生み出す「蔵元の技」 三和酒類株式会社 顧問 下田雅彦 -
 2022.07.29 お互いに顔の見えるお付き合い。人と人との関係が良いものづくりには重要なんです 三和酒類 安部謙一
2022.07.29 お互いに顔の見えるお付き合い。人と人との関係が良いものづくりには重要なんです 三和酒類 安部謙一 -
 2026.05.20 酢飯やから揚げの下味にも使える梅酢のレシピ 発酵研究・料理家 真藤舞衣子
2026.05.20 酢飯やから揚げの下味にも使える梅酢のレシピ 発酵研究・料理家 真藤舞衣子 -
 2026.05.27 日本のホワイト・スピリッツが世界で勝負する準備は整った 忠孝酒造 代表取締役社長 大城勤 × 三和酒類 顧問 下田雅彦【前編】
2026.05.27 日本のホワイト・スピリッツが世界で勝負する準備は整った 忠孝酒造 代表取締役社長 大城勤 × 三和酒類 顧問 下田雅彦【前編】 -
 2026.06.03 本格焼酎と泡盛は互いに刺激し合う「兄弟分」なんです 忠孝酒造 代表取締役社長 大城勤 × 三和酒類 顧問 下田雅彦【前編】
2026.06.03 本格焼酎と泡盛は互いに刺激し合う「兄弟分」なんです 忠孝酒造 代表取締役社長 大城勤 × 三和酒類 顧問 下田雅彦【前編】 -
 2023.08.30 「焼酎=Shochu」をアメリカ市場に浸透させるための第2ステップが始まる 三和酒類 幡手剛 × 宮﨑哲郎
2023.08.30 「焼酎=Shochu」をアメリカ市場に浸透させるための第2ステップが始まる 三和酒類 幡手剛 × 宮﨑哲郎 -
 2026.06.17 パプリカを発酵させた調味料「マッサ・デ・ピメント」を楽しむレシピ 発酵研究・料理家 真藤舞衣子
2026.06.17 パプリカを発酵させた調味料「マッサ・デ・ピメント」を楽しむレシピ 発酵研究・料理家 真藤舞衣子
![大分の歩きたくなる道[from OITA 大分を巡る]](/kojinote/common/images/recommend_oita.jpg)

![三和酒類[by SANWA SHURUI 三和酒類の酒造り]](/kojinote/common/images/recommend_sanwa.jpg)

![Dr.下田の新本格焼酎論 第6回[think KOJI 麹文化と発酵]](/kojinote/common/images/recommend_koji.jpg)

![Dr.下田の新本格焼酎論 第5回[think KOJI 麹文化と発酵]](/kojinote/common/images/recommend_koji_s.jpg?ver=2)
![登山家/野外学校「FOS」主宰 戸髙雅史[with PEOPLE 縁ある人たち]](/kojinote/common/images/recommend_people.jpg)




