


![]()
本格焼酎のつくり方:「一麹」前編~美味しい本格焼酎を目指す最初のステップ
三和酒類で技術者、経営者として本格焼酎づくりに携わってきた「焼酎博士」こと下田雅彦(しもだ・まさひこ)が、本格焼酎の魅力を多角的に語り下ろす本連載。第2回は、日本の酒づくりの基本である「一麹(いちこうじ)、二酛(にもと)、三つくり」の最初の工程、本格焼酎づくりの出発点となる「一麹」について、前後編に分けて語ります。前編は、良い麹をつくるための準備、精白と原料処理についてです。第1回「本格焼酎を『奇跡のスピリッツ』と呼ぶ3つの理由」第2回「『一麹』後編~本格焼酎の救世主となった黒麹菌・白麹菌」語り:下田雅彦(三和酒類 取締役会長) / 構成:井上健二
●「一麹(いちこうじ)、二酛(にもと)、三つくり」について
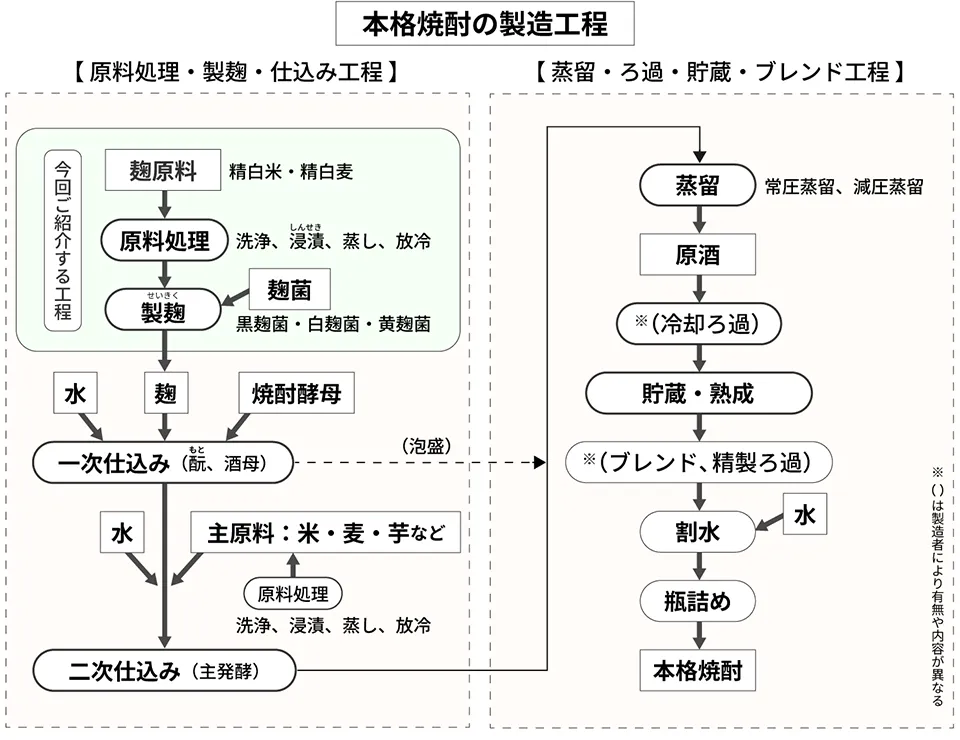
「一麹、二酛、三つくり」とは、古くは江戸時代から使われている日本酒づくりの工程上の重要度を示した格言で、良いもろみ*1を仕込む(つくる)ためには良い酛(酒母ともいう)がなくてはならず、良い酛をつくるためには良い麹が必要であるという意味です。すなわち、最初のステップである麹づくりが一番に重要だということを示しています。本格焼酎の製造工程は大きく2つに分けられますが、前半の原料処理、製麹(せいきく)、仕込みの工程には、日本酒づくりのこの教えが当てはまります。*1 もろみ:醸造用のタンクに、麹、水、酵母などを入れて仕込み、その後発酵している状態。
 (図版作成:下田雅彦)
(図版作成:下田雅彦)
第1回では、これまでの経験や研究を踏まえて、私が本格焼酎を「奇跡のスピリッツ」と呼ぶ理由を紹介しました。今回からは、本格焼酎の製法から、奇跡のスピリッツの魅力をお伝えします。
ステップ1 麹原料と精白
精白米、精白麦が本格焼酎の品質を左右する
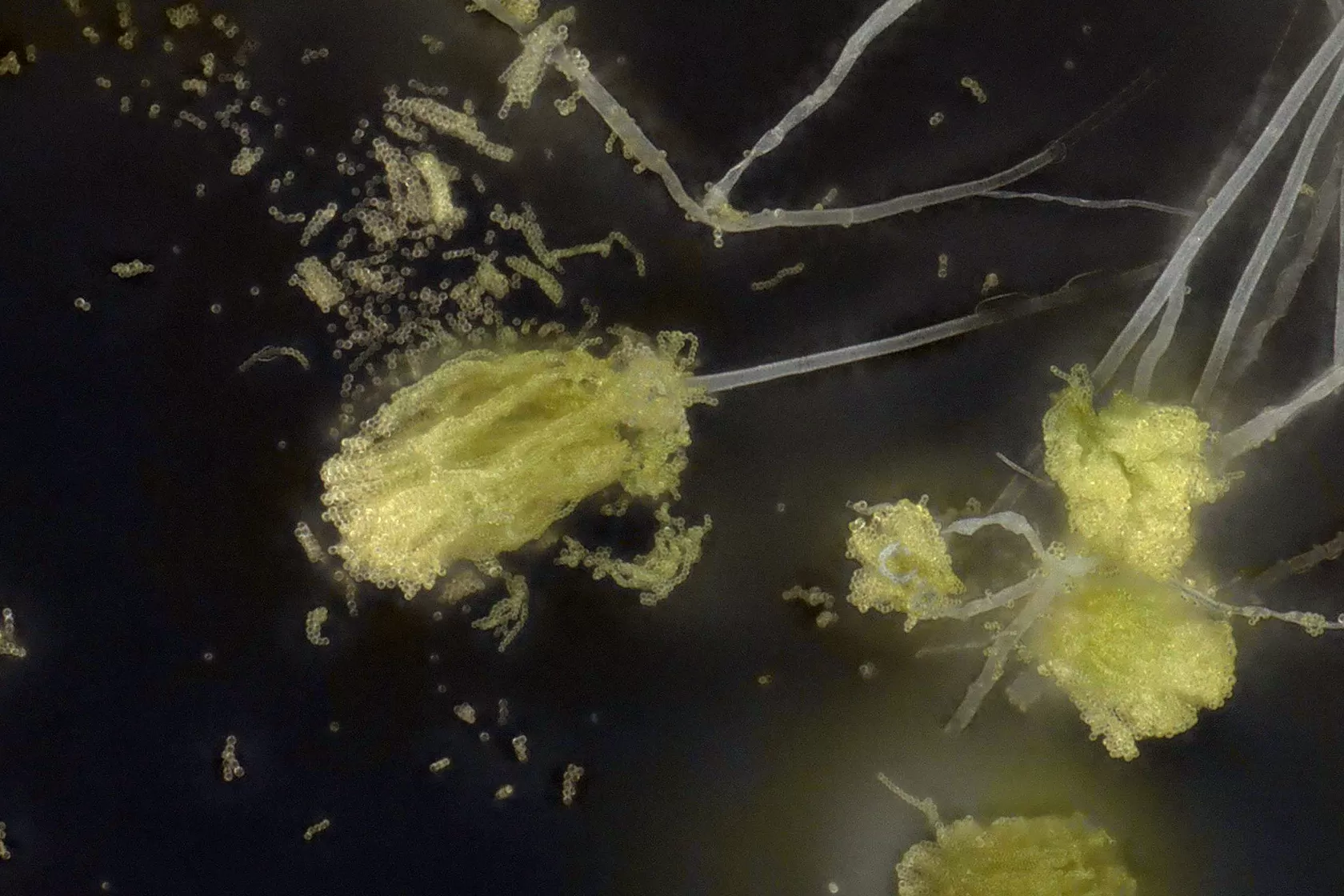
日本酒づくりも本格焼酎づくりも、出発点となるのは麹づくり。原料に麹菌を生やす(繁殖させる)ところから始まるのです。日本酒や本格焼酎では、一般的に麹原料は精白米を使いますが、三和酒類の本格麦焼酎「いいちこ」では精白麦(せいはくばく)を使っています。
ちなみに「精白」とは、米や麦などを搗(つ)いて皮を取り除き白くすること。搗精(とうせい)ともいって、玄米を精白することを精米、玄麦(げんばく)を精白することを精麦(せいばく)といいます。一般的に精白された米は白米、麦は精麦といいますが、ここでは精白米、精白麦という言葉を使います。
麹菌を生やすのは原料の精白(精米、精麦)を済ませてから。そのプロセスにも手間暇がかかっています。
精米というと、玄米を米穀店やスーパーマーケットなどの精米機で精米するシーンを思い浮かべる人が大半でしょう。でも、主食用の米の精米ではせいぜい表層の5%程度を削るだけ。ですから、比較的短時間で簡単に終えることができるのです。それに対して、本格焼酎づくりのための精米では、表層から全体の10~30%ほどを削ります。精米の目的としては2つのことがあります。
第1に、余分なぬかや胚芽などを取り除き、麹がつきやすいようにすること。第2に、表層に多く含まれているタンパク質や脂質など、でんぷん以外の成分を取り除くこと。これらの成分の除去は原酒の香りと味に大きく影響するので、削る程度は製造方針と目標品質によって調整されます。
酒づくりのための精米には、酒造用精米機を用います。精米タンクに入れた玄米を、回転する金剛ロール砥石(といし)に一定速度で通し、1台の機械で循環させながら削っていくのです。時間をかけずに1度で大きく削ろうとすると、負荷がかかり摩擦熱が生じて米粒が割れやすくなります。ですから、摩擦熱による温度上昇を抑えながら回転する砥石に玄米を繰り返し通し、少しずつ削っていきます。精米にかかる時間は70%精米(30%削る)で10時間ほどです。
一方、精麦は日本独特の加工技術で、昭和の時代に米の代替食である麦飯用として普及しました。そもそも大麦は種皮が固く、胚乳の外側にタンパク質と脂質に富んだ厚い層もあるため、加工時に粒が割れやすい特徴があります。さらに種皮に覆われた粒の真ん中に入っている「黒条線」と呼ばれる麦特有の黒っぽい縦線が問題になります。凹んだ黒条線の部分の外皮までできるだけ除くために65~70%精麦します。精麦は各社ノウハウを駆使し、砥石のある研削式精麦機(10台前後)と砥石のない摩擦式精麦機(5台前後)を並べ、流速と負荷を調整しながら1台ずつ通して割れないように丁寧に削っていきます。
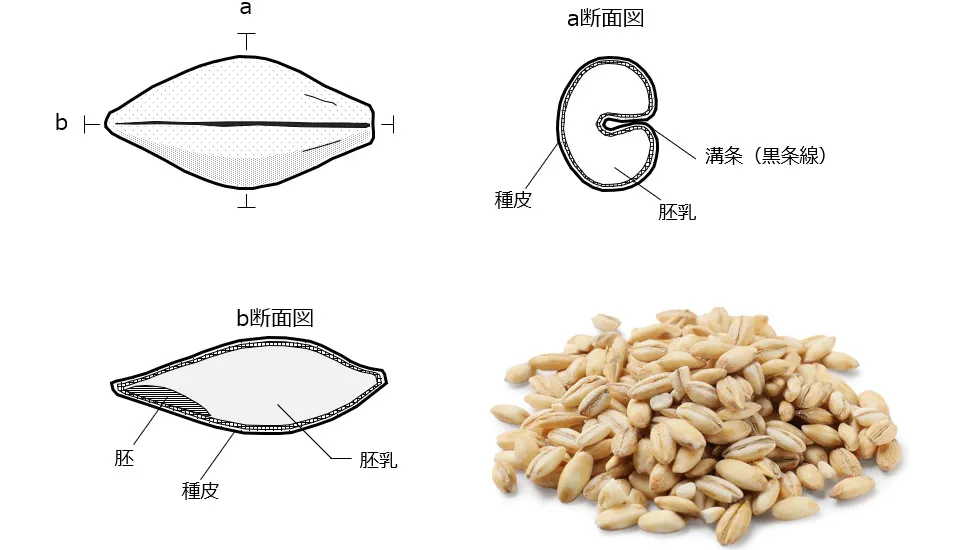 大麦の断面図。麦粒の真ん中に「黒条線」と呼ばれる溝があるため、米よりも精白が難しい
大麦の断面図。麦粒の真ん中に「黒条線」と呼ばれる溝があるため、米よりも精白が難しい
精麦の良し悪しは、麦焼酎の品質に直結します。そこで三和酒類では、精麦メーカーに協力してもらい、精麦の品質管理を徹底しています。余談ですが、お酒の神様・坂口謹一郎(さかぐち・きんいちろう)先生*2は「各民族の酒の製法は多くその主食の加工法と一致する」と「日本釀造協會雜誌」*3の中で記していますが、まさに日本の酒づくりは、精白米と精白麦を蒸して食べる粒食文化と一体と言えます。*2 坂口謹一郎:1897(明治30)~1994(平成6)年。日本の農芸化学者。発酵、醸造に関する研究で世界的権威の一人。東京大学応用微生物研究所初代所長、同大学名誉教授、理化学研究所副理事長を務める。
*3 「日本釀造協會雜誌/75巻(1980)10号」p.772-776「麹から見た中国の酒と日本の酒」
ビール、ウイスキーづくりに精麦が不要な理由とは
ちなみに、麦焼酎の原料となる二条大麦はビールとウイスキーの原料でもありますが、そこには精麦のプロセスはありません。本格焼酎と同じ蒸留酒であるウイスキーづくりをよく知る人は、本格焼酎づくりにおける精麦の重要性について説明すると、「なぜ麦を削る必要があるのですか?」と疑問に思うようです。
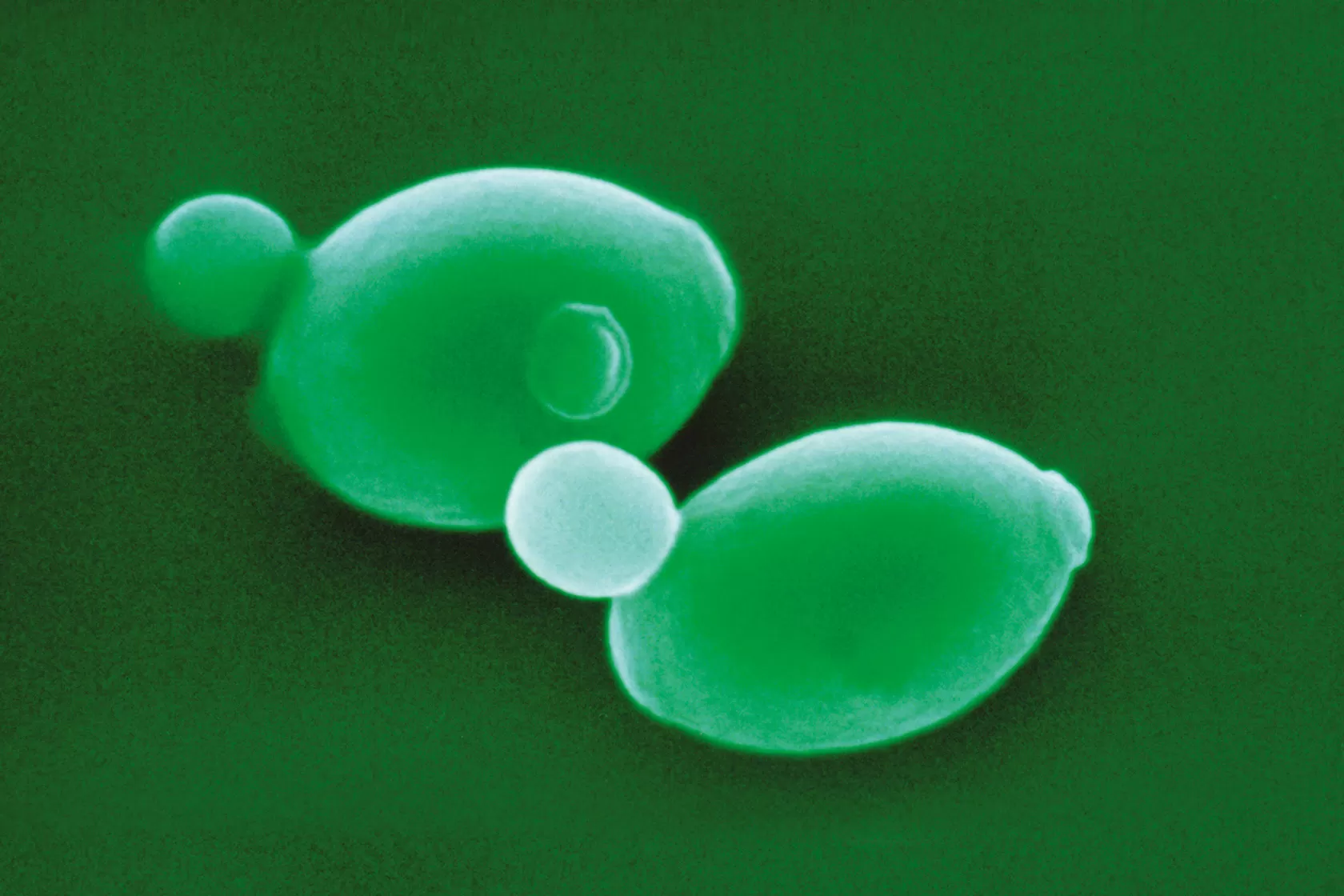
麹菌を使わないビール、ウイスキーづくりでは、玄麦を浸水させて発芽を促します。発芽した麦(=麦芽)の内部の胚芽やぬか層に潜む酵素が活発に働くようになり、麦のでんぷんを糖に変えてくれます(糖化)。この糖から、酵母の働きで発酵が進み、アルコールができるのです。これは西洋では麦芽(モルト)、東洋ではカビ(麹菌)を利用して糖化に必要な酵素を得るという、酒づくり文化の違いなのです。本格焼酎づくりで精麦を行うのは、麦に麹菌を効率的に生やすためですが、精麦した麦は発芽しないのでビールもウイスキーもつくることはできません。
ステップ2 原料処理
米と麦では浸漬方法が大きく異なる
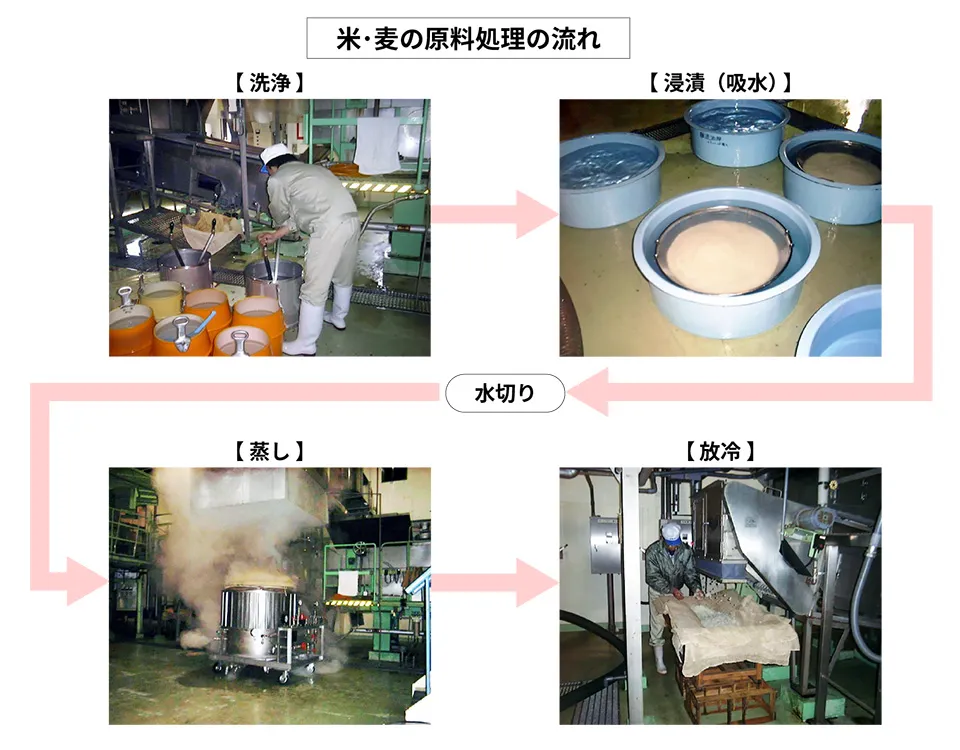
「一麹」の前のもう1つの大事な工程として原料処理があります。洗浄→浸漬(しんせき)→蒸し→放冷の4つのプロセスからなる一連の工程で、米や麦の一粒一粒に麹菌を生やしていくために必要な良い蒸し米、蒸し麦を得る重要な最初の関門です。浸漬とは水分を吸わせること。きれいに洗浄した後、水に浸漬させて、その後蒸します。ここで大事なのは、4つのプロセスを通して吸水をコントロールし、最終的に麹菌を育てるための理想の蒸し米、蒸し麦の水分に仕上げることです。
洗浄→浸漬→蒸しの工程で吸水は刻々と進行し、現場の経験と勘が求められます。精白米の場合は、通常十分に吸水させても水分量24〜26%あたりで上限値に達し自然に止まります。蒸しによる水分増加は10%前後で一定ですから、自然と34~36%の蒸し米が得られます。これは、黄麹菌、黒麹菌、白麹菌(後述)の麹づくりに適した水分量で、粘り気の少ない硬いごはん程度です。
一方、精白麦の場合は十分に吸水させると60%近くまで吸水してしまい、水分が多すぎて麹にはなりません。麹菌が増殖しやすい水分量が34~36%というのは、麦の場合もほぼ同様です。蒸しによる水分増加は米より少なく1~2%でほぼ一定ですので、この分を差し引いて蒸し前の浸漬後水分を60%より少ない32~34%に調整することが必要なのです。浸漬水の温度が変わると吸水スピードが変わるため、温度に合わせて分単位の管理をしなければなりません。
本格焼酎づくりでは、通常は米麹が使われますが、それは原料処理が容易だからです。それでも「いいちこ」や大分の本格麦焼酎づくりで麹の原料として麦にこだわるのは、原料の味わいが最終的な製品の味わいに関与するため、つまり麦からつくった麹でしか得られない味わいがあるからなのです。
蒸した後は、蒸し米、蒸し麦を麹づくりに適した温度まで下げてから、次のステップへと移行します。
主要参考文献:「日本酒」(秋山裕一、岩波書店、1994年)、「和食とうま味のミステリー」(北本勝ひこ、河出書房新社、2016年)、「現代焼酎考」(稲垣真美、岩波書店、1985年)、「焼酎の履歴書」(鮫島吉廣、イカロス出版、2020年)、泡盛の考古学(小田静夫、勉誠社、2000年)
 (写真:三井公一)
(写真:三井公一)
PROFILE
下田雅彦(しもだ・まさひこ)
三和酒類株式会社 取締役会長 工学博士
1955(昭和30)年生まれ、大分県豊後大野市出身。大阪大学工学部醗酵工学科卒業後、兵庫県の日本酒メーカーに勤務。1984(昭和59)年にUターンで三和酒類に入社。専門技術者として焼酎製造技術開発、商品開発、品質管理に従事しながら、1998(平成10)年に大阪大学工学博士号取得。1999(平成11)年に取締役に就任後、2017(平成29)年、オーナー家以外から初の社長に就任。2023(令和5)年、取締役会長に就任。
関連記事
-
 2021.11.01 お野菜やゆでたまごを美味しく食べるあま酒マヨネーズ 料理研究家・管理栄養士 舘野真知子
2021.11.01 お野菜やゆでたまごを美味しく食べるあま酒マヨネーズ 料理研究家・管理栄養士 舘野真知子 -
 2021.11.12 発酵は人間の役に立つもの。腐敗は役に立たないもの 東京農業大学名誉教授 小泉武夫
2021.11.12 発酵は人間の役に立つもの。腐敗は役に立たないもの 東京農業大学名誉教授 小泉武夫 -
 2021.11.24 発酵微生物は休みもなしに黙々と働く。発酵は力なり 東京農業大学名誉教授 小泉武夫
2021.11.24 発酵微生物は休みもなしに黙々と働く。発酵は力なり 東京農業大学名誉教授 小泉武夫 -
 2021.12.15 まずいものを作ったからこそ美味しいものができるんです 「Bar BenFiddich」オーナーバーテンダー 鹿山博康
2021.12.15 まずいものを作ったからこそ美味しいものができるんです 「Bar BenFiddich」オーナーバーテンダー 鹿山博康 -
 2022.01.19 しょうが焼きとニラ玉。定番メニューもあま酒でふんわり仕上げに 料理研究家・管理栄養士 舘野真知子
2022.01.19 しょうが焼きとニラ玉。定番メニューもあま酒でふんわり仕上げに 料理研究家・管理栄養士 舘野真知子 -
 2022.02.22 もろみの過程で見つけた蔵付き酵母。それが「いいちこ酵母」の発見でした。 三和酒類 代表取締役社長 下田雅彦
2022.02.22 もろみの過程で見つけた蔵付き酵母。それが「いいちこ酵母」の発見でした。 三和酒類 代表取締役社長 下田雅彦 -
 2022.03.02 麹原料にも麦を使うことで初めて「麦100%の焼酎である」と言えるものなんです。 三和酒類 代表取締役社長 下田雅彦
2022.03.02 麹原料にも麦を使うことで初めて「麦100%の焼酎である」と言えるものなんです。 三和酒類 代表取締役社長 下田雅彦 -
 2022.03.16 梅酒ゼリーから鶏手羽の煮込みまで。焼酎でさっぱり仕上げのレシピ 料理研究家・管理栄養士 舘野真知子
2022.03.16 梅酒ゼリーから鶏手羽の煮込みまで。焼酎でさっぱり仕上げのレシピ 料理研究家・管理栄養士 舘野真知子 -
 2022.04.20 「いいちこ」やいちごで香りが楽しい春のおつまみ 料理家 井澤由美子
2022.04.20 「いいちこ」やいちごで香りが楽しい春のおつまみ 料理家 井澤由美子 -
 2022.06.08 あえて言いますとね、塩こうじは手間を飛び抜かすことをやってくれた 糀屋本店社長 浅利妙峰
2022.06.08 あえて言いますとね、塩こうじは手間を飛び抜かすことをやってくれた 糀屋本店社長 浅利妙峰 -
 2022.06.15 食べ物で世界平和を導きたい。その先端にこうじがあってほしい 糀屋本店社長 浅利妙峰
2022.06.15 食べ物で世界平和を導きたい。その先端にこうじがあってほしい 糀屋本店社長 浅利妙峰 -
 2022.06.29 丁寧なお米作りが、お酒造りにも重要だということが科学的にも分かってきています 酒類総合研究所 岩下和裕
2022.06.29 丁寧なお米作りが、お酒造りにも重要だということが科学的にも分かってきています 酒類総合研究所 岩下和裕 -
 2022.07.20 美味しくて元気になれる夏トマトのレシピ 料理家 井澤由美子
2022.07.20 美味しくて元気になれる夏トマトのレシピ 料理家 井澤由美子 -
 2022.08.24 新しいカルチャーという感じで、「発酵」が注目されるようになってきた 発酵デザイナー 小倉ヒラク
2022.08.24 新しいカルチャーという感じで、「発酵」が注目されるようになってきた 発酵デザイナー 小倉ヒラク -
 2022.09.14 炙った鰹や豆腐にぴったり。こくとうまみを凝縮した納豆醬 料理家 井澤由美子
2022.09.14 炙った鰹や豆腐にぴったり。こくとうまみを凝縮した納豆醬 料理家 井澤由美子 -
 2022.10.26 発酵、微生物の力で人の役に立つものを生み出したい 別府大学教授 陶山明子
2022.10.26 発酵、微生物の力で人の役に立つものを生み出したい 別府大学教授 陶山明子 -
 2022.11.30 ご飯に合う甘辛おかずに。コチュジャン風たれ 料理家 井澤由美子
2022.11.30 ご飯に合う甘辛おかずに。コチュジャン風たれ 料理家 井澤由美子 -
 2023.01.25 三平汁とコーヒー。栄養たっぷりの酒かすで温まるレシピ 料理家 井澤由美子
2023.01.25 三平汁とコーヒー。栄養たっぷりの酒かすで温まるレシピ 料理家 井澤由美子 -
 2023.02.15 そもそも「発酵」って何ですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.02.15 そもそも「発酵」って何ですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.02.22 発酵食品をつくる微生物とは? 三和酒類 三和研究所 研究員 都甲祐介
2023.02.22 発酵食品をつくる微生物とは? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.03.22 「麹菌」と「酵素」ってどんな関係なのですか? 三和酒類 三和研究所 研究員 辛島健文
2023.03.22 「麹菌」と「酵素」ってどんな関係なのですか? 三和酒類 三和研究所 研究員 辛島健文 -
 2023.03.29 黄麹菌、黒麹菌、白麹菌って何が違うのですか? 三和酒類 三和研究所 研究員 辛島健文
2023.03.29 黄麹菌、黒麹菌、白麹菌って何が違うのですか? 三和酒類 三和研究所 研究員 辛島健文 -
 2023.04.12 春キャベツをシンプルに、美味しくいただく「乳酸キャベツ」 料理家 井澤由美子
2023.04.12 春キャベツをシンプルに、美味しくいただく「乳酸キャベツ」 料理家 井澤由美子 -
 2023.06.14 お酒のアルコールはどうやって生み出されるのですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.06.14 お酒のアルコールはどうやって生み出されるのですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.06.21 お酒づくりに使われる酵母にはどんな種類があるのですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.06.21 お酒づくりに使われる酵母にはどんな種類があるのですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.07.12 栄養たっぷりの万能調味料「香味麹」で夏バテ知らずに 料理家 井澤由美子
2023.07.12 栄養たっぷりの万能調味料「香味麹」で夏バテ知らずに 料理家 井澤由美子 -
 2023.09.06 バーというのはアメリカ人にとって自分の居場所“サードプレイス(第3の場所)”なんです バーコンサルタント ドン・リー
2023.09.06 バーというのはアメリカ人にとって自分の居場所“サードプレイス(第3の場所)”なんです バーコンサルタント ドン・リー -
 2023.09.13 本物がしのぎを削るニューヨークでプロのバーテンダーを目指した理由 「Bar Goto」「Bar Goto Niban」オーナーバーテンダー 後藤健太
2023.09.13 本物がしのぎを削るニューヨークでプロのバーテンダーを目指した理由 「Bar Goto」「Bar Goto Niban」オーナーバーテンダー 後藤健太 -
 2023.09.13 焼酎は他の素材やスピリッツを重ね合わせることでカクテルの味わいを高めてくれる 「Manhatta」ヘッドバーテンダー キャメロン・ウィンケルマン
2023.09.13 焼酎は他の素材やスピリッツを重ね合わせることでカクテルの味わいを高めてくれる 「Manhatta」ヘッドバーテンダー キャメロン・ウィンケルマン -
 2023.09.27 2人の偉大な師匠から学んだ緻密な知識とイマジネーション 「Martiny's」オーナーバーテンダー 渡邉琢磨
2023.09.27 2人の偉大な師匠から学んだ緻密な知識とイマジネーション 「Martiny's」オーナーバーテンダー 渡邉琢磨 -
 2023.10.11 きんぴら、酒蒸し、鍋。うまみたっぷりナンプラーレシピ 料理研究家・管理栄養士 エダジュン
2023.10.11 きんぴら、酒蒸し、鍋。うまみたっぷりナンプラーレシピ 料理研究家・管理栄養士 エダジュン -
 2023.12.13 豚汁やクリーム煮にも! うまみと辛味、甘味を活かしたコチュジャンレシピ 料理研究家・管理栄養士 エダジュン
2023.12.13 豚汁やクリーム煮にも! うまみと辛味、甘味を活かしたコチュジャンレシピ 料理研究家・管理栄養士 エダジュン -
 2023.12.20 コンセプトは「近所の酒場」。入りやすい雰囲気でクオリティーは最高に 「Katana Kitten」オーナーバーテンダー 漆戸正浩
2023.12.20 コンセプトは「近所の酒場」。入りやすい雰囲気でクオリティーは最高に 「Katana Kitten」オーナーバーテンダー 漆戸正浩 -
 2023.12.27 「2番目に好きなこと」を仕事にしたら、麹菌が作る不思議なタンパク質と出合った 明治大学教授 中島春紫
2023.12.27 「2番目に好きなこと」を仕事にしたら、麹菌が作る不思議なタンパク質と出合った 明治大学教授 中島春紫 -
 2023.12.27 日本は発酵食品の宝庫。未知の食品に出合えるのも旅の醍醐味です 明治大学教授 中島春紫
2023.12.27 日本は発酵食品の宝庫。未知の食品に出合えるのも旅の醍醐味です 明治大学教授 中島春紫 -
 2024.02.07 様々な素材との融合がチョコレートづくりの魅力、新素材の発見にワクワクする メリーチョコレートカムパニー マーケティング本部研究開発部部長 大石茂之
2024.02.07 様々な素材との融合がチョコレートづくりの魅力、新素材の発見にワクワクする メリーチョコレートカムパニー マーケティング本部研究開発部部長 大石茂之 -
 2023.02.08 古きを知って新しい物を生み出す「バーテンダー道」に終わりはありません 「Bar CASK」オーナーバーテンダー 佐藤昭次郎
2023.02.08 古きを知って新しい物を生み出す「バーテンダー道」に終わりはありません 「Bar CASK」オーナーバーテンダー 佐藤昭次郎 -
 2023.03.06 我々の仕事は、有用微生物が機嫌良く働く環境を整えてあげるということ フンドーキン醤油株式会社 取締役 ドレッシング工場長 堺留夫
2023.03.06 我々の仕事は、有用微生物が機嫌良く働く環境を整えてあげるということ フンドーキン醤油株式会社 取締役 ドレッシング工場長 堺留夫 -
 2023.06.28 酒づくりの3本柱は、素材のよさ、加工のよさ、そして、つくる人の誠意だと思う 三和酒類 丸尾剛
2023.06.28 酒づくりの3本柱は、素材のよさ、加工のよさ、そして、つくる人の誠意だと思う 三和酒類 丸尾剛 -
 2024.03.27 中国の発酵調味料「豆板醤」。マリアージュが美味しいレシピ 料理研究家・管理栄養士 エダジュン
2024.03.27 中国の発酵調味料「豆板醤」。マリアージュが美味しいレシピ 料理研究家・管理栄養士 エダジュン -
 2024.04.17 和風スープからエスニック焼き飯まで。チーズ3種の特徴を生かしたメニュー 料理研究家・管理栄養士 エダジュン
2024.04.17 和風スープからエスニック焼き飯まで。チーズ3種の特徴を生かしたメニュー 料理研究家・管理栄養士 エダジュン -
 2024.05.22 お酒に関して都市伝説的に言われてきたことを科学的に解明していきたい 大分大学医学部教授 一般社団法人飲酒科学振興協会代表理事 松浦恵子
2024.05.22 お酒に関して都市伝説的に言われてきたことを科学的に解明していきたい 大分大学医学部教授 一般社団法人飲酒科学振興協会代表理事 松浦恵子 -
 2024.02.14 「適正飲酒」を社会に浸透させてアルコール業界の未来を切り拓く 三和酒類 串尾聡之
2024.02.14 「適正飲酒」を社会に浸透させてアルコール業界の未来を切り拓く 三和酒類 串尾聡之 -
 2024.06.19 じめっとする梅雨シーズンに、さっぱり食べられるヨーグルトレシピ 料理研究家・管理栄養士 エダジュン
2024.06.19 じめっとする梅雨シーズンに、さっぱり食べられるヨーグルトレシピ 料理研究家・管理栄養士 エダジュン -
 2024.07.17 種麹メーカーの仕事はガスや電気のようなインフラに近いものだと考えています 糀屋三左衛門29代当主 株式会社ビオック代表取締役社長 村井裕一郎
2024.07.17 種麹メーカーの仕事はガスや電気のようなインフラに近いものだと考えています 糀屋三左衛門29代当主 株式会社ビオック代表取締役社長 村井裕一郎 -
 2024.09.18 小粒と大粒を使い分け。調味料にもなる納豆のうまみを生かしたレシピ 料理研究家 きじまりゅうた
2024.09.18 小粒と大粒を使い分け。調味料にもなる納豆のうまみを生かしたレシピ 料理研究家 きじまりゅうた -
 2024.10.23 菌類は植物よりも動物に近い。ときにきわめて動物的な動きをすることに気づきます 国立科学博物館 植物研究部長(兼)筑波実験植物園長 一般社団法人日本菌学会会長 細矢剛
2024.10.23 菌類は植物よりも動物に近い。ときにきわめて動物的な動きをすることに気づきます 国立科学博物館 植物研究部長(兼)筑波実験植物園長 一般社団法人日本菌学会会長 細矢剛 -
 2024.10.30 だしにも食材にも。うまみが凝縮したかつおぶしレシピ 料理研究家 きじまりゅうた
2024.10.30 だしにも食材にも。うまみが凝縮したかつおぶしレシピ 料理研究家 きじまりゅうた -
 2024.12.18 世界一の蒸留酒「SHOCHU 焼酎」を、世界のどこでも当たり前に買えるお酒にしたい 焼酎伝道師、「HONKAKU SPIRITS」ファウンダー ペレグリニ・クリストファー
2024.12.18 世界一の蒸留酒「SHOCHU 焼酎」を、世界のどこでも当たり前に買えるお酒にしたい 焼酎伝道師、「HONKAKU SPIRITS」ファウンダー ペレグリニ・クリストファー -
 2025.01.22 赤味噌と白味噌、それぞれの味わいを楽しむレシピ 料理研究家 きじまりゅうた
2025.01.22 赤味噌と白味噌、それぞれの味わいを楽しむレシピ 料理研究家 きじまりゅうた -
 2025.02.19 複数種類をブレンドしても美味しい、酢を使ったレシピ 料理研究家 きじまりゅうた
2025.02.19 複数種類をブレンドしても美味しい、酢を使ったレシピ 料理研究家 きじまりゅうた -
 2025.03.19 微生物の活動に感動するという体験をたくさんの人々にシェアしていきたい 麹文化研究家 株式会社麹の学校 代表 なかじ
2025.03.19 微生物の活動に感動するという体験をたくさんの人々にシェアしていきたい 麹文化研究家 株式会社麹の学校 代表 なかじ -
 2025.04.16 タイ料理に欠かせないオイスターソースを使ったレシピ CHOMPOOシェフ・料理家 森枝幹
2025.04.16 タイ料理に欠かせないオイスターソースを使ったレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.05.14 「飲酒寿命」を判定できる検査キットを開発していきたいですね 九州大学主幹教授、都市研究センター長 馬奈木俊介
2025.05.14 「飲酒寿命」を判定できる検査キットを開発していきたいですね 九州大学主幹教授、都市研究センター長 馬奈木俊介 -
 2024.07.31 排水を減らし、焼酎粕を資源として活用。創業当時からの「自然にやさしいものづくり」を繋げていく 三和酒類 野村智則
2024.07.31 排水を減らし、焼酎粕を資源として活用。創業当時からの「自然にやさしいものづくり」を繋げていく 三和酒類 野村智則 -
 2025.05.21 野菜もたっぷり食べられる、いかの塩辛タイ風アレンジレシピ CHOMPOOシェフ・料理家 森枝幹
2025.05.21 野菜もたっぷり食べられる、いかの塩辛タイ風アレンジレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.06.18 本格焼酎を「奇跡のスピリッツ」と呼ぶ3つの理由 三和酒類株式会社 取締役会長 下田雅彦
2025.06.18 本格焼酎を「奇跡のスピリッツ」と呼ぶ3つの理由 三和酒類株式会社 取締役会長 下田雅彦 -
 2025.07.23 なめらかパンナコッタと香港レモンティー。夏におすすめ紅茶を使ったレシピ CHOMPOOシェフ・料理家 森枝幹
2025.07.23 なめらかパンナコッタと香港レモンティー。夏におすすめ紅茶を使ったレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.07.28 味や香り、食感、温度などによる総合感覚、それを「味わい」と呼んでいます 広島大学名誉教授、女子栄養大学名誉教授、NPO法人 うま味インフォメーションセンター 理事長、(公財)日本食肉消費総合センター 研究員 西村敏英
2025.07.28 味や香り、食感、温度などによる総合感覚、それを「味わい」と呼んでいます 広島大学名誉教授、女子栄養大学名誉教授、NPO法人 うま味インフォメーションセンター 理事長、(公財)日本食肉消費総合センター 研究員 西村敏英 -
 2025.08.27 本格焼酎のつくり方:「一麹」前編~美味しい本格焼酎を目指す最初のステップ 三和酒類株式会社 取締役会長 下田雅彦
2025.08.27 本格焼酎のつくり方:「一麹」前編~美味しい本格焼酎を目指す最初のステップ 三和酒類株式会社 取締役会長 下田雅彦 -
 2024.05.29 何もないところからのスタート。産官協同研究で、焼酎に好適な大麦の新品種を開発 大分麦焼酎「西の星」誕生物語【前編】
2024.05.29 何もないところからのスタート。産官協同研究で、焼酎に好適な大麦の新品種を開発 大分麦焼酎「西の星」誕生物語【前編】 -
 2025.09.10 手軽にできる、アボカドときゅうりのぬか漬けを洋風にアレンジ CHOMPOOシェフ・料理家 森枝幹
2025.09.10 手軽にできる、アボカドときゅうりのぬか漬けを洋風にアレンジ CHOMPOOシェフ・料理家 森枝幹 -
 2025.10.15 まろやかでコクのある発酵トマトの万能ドレッシング sel sal saleシェフ 濱口昌大
2025.10.15 まろやかでコクのある発酵トマトの万能ドレッシング sel sal saleシェフ 濱口昌大 -
 2025.10.31 本格焼酎のつくり方:「二酛、三つくり」前編~発酵の「もと」となる酵母を増やす「一次仕込み」 三和酒類株式会社 顧問 下田雅彦
2025.10.31 本格焼酎のつくり方:「二酛、三つくり」前編~発酵の「もと」となる酵母を増やす「一次仕込み」 三和酒類株式会社 顧問 下田雅彦 -
 2025.10.31 本格焼酎のつくり方:「二酛、三つくり」後編~本格焼酎の多様性の源泉 三和酒類株式会社 顧問 下田雅彦
2025.10.31 本格焼酎のつくり方:「二酛、三つくり」後編~本格焼酎の多様性の源泉 三和酒類株式会社 顧問 下田雅彦 -
 2025.08.27 本格焼酎のつくり方:「一麹」後編~本格焼酎の救世主となった黒麹菌・白麹菌 三和酒類株式会社 取締役会長 下田雅彦
2025.08.27 本格焼酎のつくり方:「一麹」後編~本格焼酎の救世主となった黒麹菌・白麹菌 三和酒類株式会社 取締役会長 下田雅彦 -
 2025.11.26 日本人に多い“お酒に弱い体質”は、いったい何に有利なのか解明したい 東京大学大学院理学系研究科生物科学専攻教授 太田博樹
2025.11.26 日本人に多い“お酒に弱い体質”は、いったい何に有利なのか解明したい 東京大学大学院理学系研究科生物科学専攻教授 太田博樹 -
 2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」前編〜「清酒ブランデー」の発想から生まれた「減圧蒸留」 三和酒類株式会社 顧問 下田雅彦
2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」前編〜「清酒ブランデー」の発想から生まれた「減圧蒸留」 三和酒類株式会社 顧問 下田雅彦 -
 2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」後編〜本格焼酎の最大の課題「油臭」 三和酒類株式会社 顧問 下田雅彦
2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」後編〜本格焼酎の最大の課題「油臭」 三和酒類株式会社 顧問 下田雅彦 -
 2025.07.17 実際に社員が手を動かして焼酎づくりを学べる施設をつくりたかった 相談役 和田久継×技師 丸尾剛
2025.07.17 実際に社員が手を動かして焼酎づくりを学べる施設をつくりたかった 相談役 和田久継×技師 丸尾剛 -
 2022.05.25 一生かけてもゴールにたどり着けない。それが焼酎造りの醍醐味。 三和酒類 松本真一郎
2022.05.25 一生かけてもゴールにたどり着けない。それが焼酎造りの醍醐味。 三和酒類 松本真一郎 -
 2021.11.01 「1ミリの品質差」にこだわっています。良い酒造りのために 三和酒類 常務取締役 和田正太郎
2021.11.01 「1ミリの品質差」にこだわっています。良い酒造りのために 三和酒類 常務取締役 和田正太郎 -
 2025.07.17 壱號蔵でつくったこだわりの本格麦焼酎「重露涓滴(ちょうろけんてき)」 相談役 和田久継×技師 丸尾剛
2025.07.17 壱號蔵でつくったこだわりの本格麦焼酎「重露涓滴(ちょうろけんてき)」 相談役 和田久継×技師 丸尾剛 -
 2026.01.14 意外な組み合わせが楽しいアンチョビレシピ sel sal saleシェフ 濱口昌大
2026.01.14 意外な組み合わせが楽しいアンチョビレシピ sel sal saleシェフ 濱口昌大 -
 2026.01.30 この仕事、60歳がやっと1年生。じゃないと味が出ないものです レストラン「一味真」総支配人/シェフソムリエ/バーテンダー 小川貞夫
2026.01.30 この仕事、60歳がやっと1年生。じゃないと味が出ないものです レストラン「一味真」総支配人/シェフソムリエ/バーテンダー 小川貞夫 -
 2023.11.08 地元産ぶどうにこだわるワインづくり。日本酒づくりにも活かしたい 三和酒類 古屋浩二
2023.11.08 地元産ぶどうにこだわるワインづくり。日本酒づくりにも活かしたい 三和酒類 古屋浩二 -
 2026.02.18 トーストやデザートにも。優しい甘さが美味しいみりん粕のレシピ sel sal saleシェフ 濱口昌大
2026.02.18 トーストやデザートにも。優しい甘さが美味しいみりん粕のレシピ sel sal saleシェフ 濱口昌大 -
 2026.02.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 前編~本格焼酎は「新酒文化」 三和酒類株式会社 顧問 下田雅彦
2026.02.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 前編~本格焼酎は「新酒文化」 三和酒類株式会社 顧問 下田雅彦 -
 2026.03.18 醤油感覚で使える、イタリアの魚醤ガルムのうま味レシピ sel sal saleシェフ 濱口昌大
2026.03.18 醤油感覚で使える、イタリアの魚醤ガルムのうま味レシピ sel sal saleシェフ 濱口昌大 -
 2026.03.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 後編〜最終製品を生み出す「蔵元の技」 三和酒類株式会社 顧問 下田雅彦
2026.03.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 後編〜最終製品を生み出す「蔵元の技」 三和酒類株式会社 顧問 下田雅彦 -
 2022.07.29 お互いに顔の見えるお付き合い。人と人との関係が良いものづくりには重要なんです 三和酒類 安部謙一
2022.07.29 お互いに顔の見えるお付き合い。人と人との関係が良いものづくりには重要なんです 三和酒類 安部謙一 -
 2026.05.20 酢飯やから揚げの下味にも使える梅酢のレシピ 発酵研究・料理家 真藤舞衣子
2026.05.20 酢飯やから揚げの下味にも使える梅酢のレシピ 発酵研究・料理家 真藤舞衣子 -
 2026.05.27 日本のホワイト・スピリッツが世界で勝負する準備は整った 忠孝酒造 代表取締役社長 大城勤 × 三和酒類 顧問 下田雅彦【前編】
2026.05.27 日本のホワイト・スピリッツが世界で勝負する準備は整った 忠孝酒造 代表取締役社長 大城勤 × 三和酒類 顧問 下田雅彦【前編】 -
 2026.06.03 本格焼酎と泡盛は互いに刺激し合う「兄弟分」なんです 忠孝酒造 代表取締役社長 大城勤 × 三和酒類 顧問 下田雅彦【前編】
2026.06.03 本格焼酎と泡盛は互いに刺激し合う「兄弟分」なんです 忠孝酒造 代表取締役社長 大城勤 × 三和酒類 顧問 下田雅彦【前編】 -
 2023.08.30 「焼酎=Shochu」をアメリカ市場に浸透させるための第2ステップが始まる 三和酒類 幡手剛 × 宮﨑哲郎
2023.08.30 「焼酎=Shochu」をアメリカ市場に浸透させるための第2ステップが始まる 三和酒類 幡手剛 × 宮﨑哲郎 -
 2026.06.17 パプリカを発酵させた調味料「マッサ・デ・ピメント」を楽しむレシピ 発酵研究・料理家 真藤舞衣子
2026.06.17 パプリカを発酵させた調味料「マッサ・デ・ピメント」を楽しむレシピ 発酵研究・料理家 真藤舞衣子
![大分の歩きたくなる道[from OITA 大分を巡る]](/kojinote/common/images/recommend_oita.jpg)

![三和酒類[by SANWA SHURUI 三和酒類の酒造り]](/kojinote/common/images/recommend_sanwa.jpg)

![Dr.下田の新本格焼酎論 第6回[think KOJI 麹文化と発酵]](/kojinote/common/images/recommend_koji.jpg)

![Dr.下田の新本格焼酎論 第5回[think KOJI 麹文化と発酵]](/kojinote/common/images/recommend_koji_s.jpg?ver=2)
![登山家/野外学校「FOS」主宰 戸髙雅史[with PEOPLE 縁ある人たち]](/kojinote/common/images/recommend_people.jpg)




