


![]()
本格焼酎のつくり方:「二酛、三つくり」前編~発酵の「もと」となる酵母を増やす「一次仕込み」
三和酒類で技術者、経営者として本格焼酎づくりに携わってきた「焼酎博士」こと下田雅彦(しもだ・まさひこ)の語り下ろしによる本連載。ここまで本格焼酎づくりの発酵工程を、「一麹(いちこうじ)、二酛(にもと)、三つくり」という日本古来の酒づくりに則して語ってきました。今回は、いよいよアルコールが生み出される工程「二酛」「三つくり」についてです。第2回「『一麹』後編~本格焼酎の救世主となった黒麹菌・白麹菌」第3回「『二酛、三つくり』後編~本格焼酎の多様性の源泉」語り:下田雅彦(三和酒類 顧問) / 構成:井上健二
●「二酛(にもと)、三つくり」について
日本酒づくりの工程上の重要度を示した格言「一麹(いちこうじ)、二酛(にもと)、三つくり」。これは本格焼酎づくりの前半の工程にも当てはめることができます。
原料の米や麦に麹菌を生やす「製麹(せいきく)」=「一麹」の、次の工程が「二酛」、そして「三つくり」です。
「二酛」は、でんぷんからつくられる糖分をアルコール発酵させる主役である酵母を増やすプロセス(本格焼酎づくりでは「一次仕込み」)。そして「三つくり」は、出来上がった酛をより大きいタンクに移動させ、さらに主原料と水を加えて、量を増やして主発酵となるもろみ*1を仕込むこと(本格焼酎づくりでは「二次仕込み」)です。
日本における酒づくりは、麹を使った伝統の技を駆使して、世界の他のお酒の発酵方法に比べて高い、17~20%にも達するアルコール濃度のもろみをつくり出せる「並行複発酵」を実現します。*1 もろみ:醸造用のタンクに、麹、水、酵母などを入れて仕込み、その後発酵している状態。日本酒、本格焼酎、泡盛のもろみは、固体と液体が混合してどろどろとしている。
 (作:下田雅彦)
(作:下田雅彦)
前回は、本格焼酎の製造工程のうち、主に「一麹」に当たる麹づくりについて説明しました。本格焼酎の品質を左右する大麦の処理方法と、蒸し方、製麹(せいきく)に使われる麹菌についても言及しました。
ステップ1 麹原料と精白
ステップ2 原料処理
ステップ3 製麹
今回は、ステップ4の「一次仕込み」と、ステップ5の「二次仕込み」についてお話しします。いよいよ酒づくりの本番である「二酛」「三つくり」について触れたいと思います。
ステップ4 一次仕込み
「二酛」に当たるのが「一次仕込み」。発酵の主役である酵母を増やす
米や麦に黒麹菌または白麹菌(以下、白麹菌は省略)を生やして麹をつくった次の段階が一次仕込み。米麹または麦麹(以下、麦麹は省略)、水、酵母を一次仕込み用のタンクに投入します。「櫂棒(かいぼう)」と呼ばれる長い棒で底の方からかき回して、米麹、水、酵母をよく混ぜ合わせた後の固液混合の状態を一次もろみといい、この一次もろみが日本酒づくりの「酛(もと)*2」に相当します。
一次仕込みの目的は、文字通りアルコール発酵の「もと」となる優良な酵母を増やすことです。この工程が「一麹」の次に重要な「二酛」と言われるのは、雑菌汚染を防御しながら、目的とする酵母だけを増やすことが至難の業だからなのです。本格焼酎づくりでは黒麹菌が生成する多量のクエン酸が麹に含まれ、一次もろみを酸性にすることで、雑菌汚染を強力に防御します。クエン酸はレモン果汁にも含まれる有機酸で、一次もろみをろ過した液体はかなり酸っぱい味がします。酸性の強弱はもろみの酸度*3を測定して確認します。測定した酸度からなる一次もろみの酸性の強弱は、本格焼酎の一次もろみでpH*4 3.0~3.5となり強力な雑菌抑制効果があります。ちなみに日本酒の酛では、黄麹菌は酸を生成しないので、乳酸が同じ役割を果たし、pH3.5~4.0になります。*2 酛(もと)、一次もろみ:「酒母(しゅぼ)」とも呼ばれる。
*3 酸度:液体に含まれる酸の量を示す数値で、対象の液体10mlを0.1N(濃度の単位)の水酸化ナトリウム溶液(アルカリ性)で中和するのに必要なml数。製麹を終えた出麹(でこうじ)酸度の測定は、所定の方法でクエン酸を抽出した溶液10ml、もろみ酸度はもろみをろ過した溶液10mlを使用する。日本酒や本格焼酎の酸度は、それぞれ10mlを使って同様に測定する。
*4 pH:酸性・アルカリ性の程度を表す指標。7が中性、7より小さいと酸性、7より大きいとアルカリ性を示す。
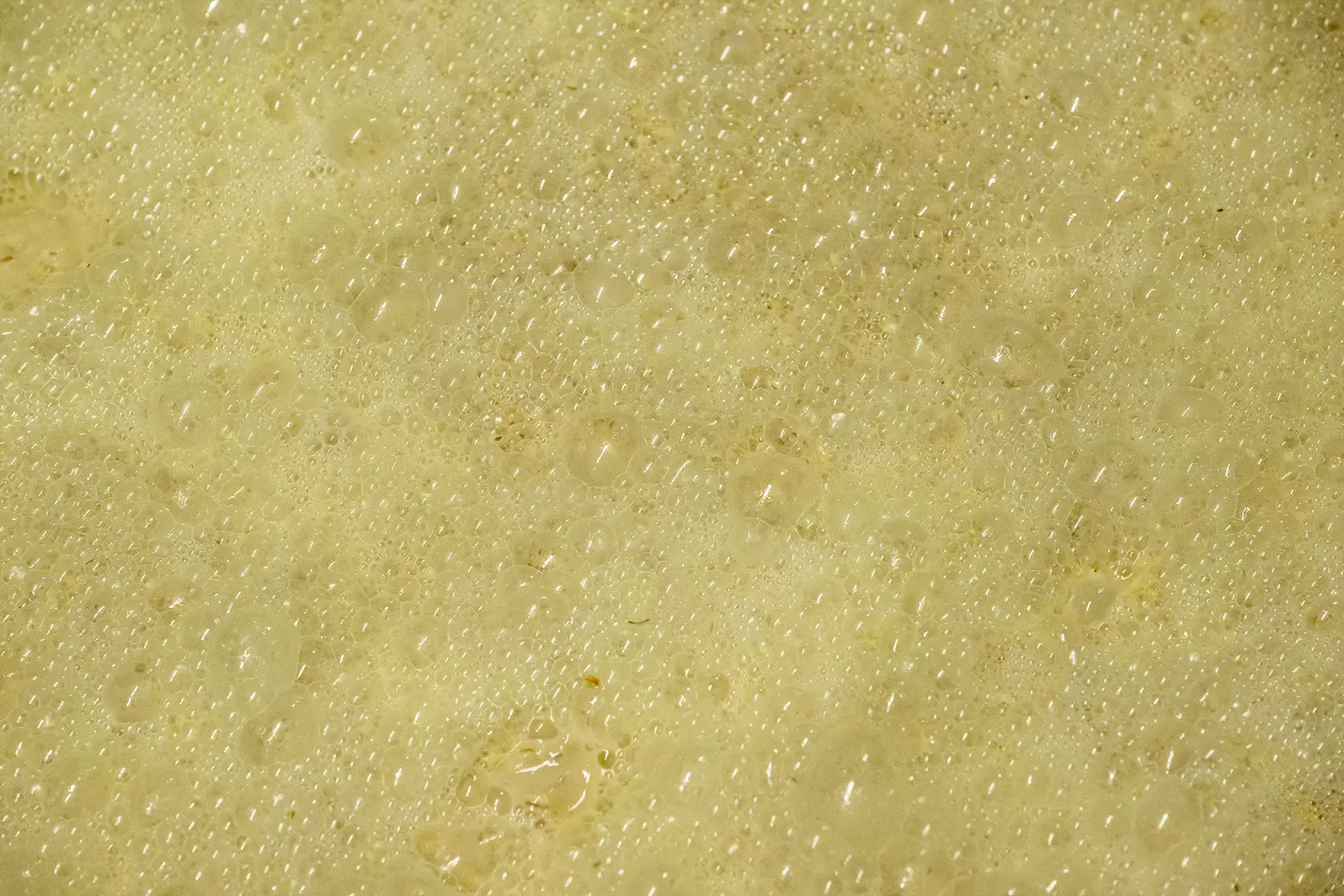
 ぶくぶくと泡を立てて発酵しているもろみ。画面左上から中央上に見えるのがかき混ぜる櫂棒(写真:三井公一)
ぶくぶくと泡を立てて発酵しているもろみ。画面左上から中央上に見えるのがかき混ぜる櫂棒(写真:三井公一)
 櫂棒による櫂入れの様子
櫂棒による櫂入れの様子
米麹、水、酵母を混ぜ合わせたら、いよいよアルコール発酵の主役、酵母の増殖が始まります。明治時代までは酒蔵に住み着いた「蔵付き」の酵母が増殖してくるのを待っていましたが、酵母の純粋培養技術が確立され、現在では仕込みの時に種酵母(たねこうぼ)が添加されます。本格焼酎づくりには「鹿児島酵母*5」など各県で開発された酵母をはじめ、「きょうかい酵母*6」、あるいはメーカー独自の酵母が使われます。また、純粋培養した種酵母を毎回は使用せず、発酵している健全な一次もろみの一部を桶に数十リットルとり、次の一次仕込みに使う「差し酛(さしもと)」と呼ばれるやり方を一定期間続ける方法も一般的に行われます。
一次仕込み後5~7日発酵して得られる一次もろみのアルコール度数は通常16〜18%程度。もろみの液中には1ml中に2~3億個もの酵母菌が存在し、次の二次仕込みの主発酵に備えます。一次もろみの状態が、その後の二次もろみの発酵に大きく影響します。日本酒づくりと同様に、本格焼酎においても「酛は醪(もろみ)を写す鏡」なのです。*5 鹿児島酵母:焼酎づくりに使うため純粋培養された焼酎用酵母の1つ。鹿児島2号、4号、5号、6号と改良が加えられている。このほか主要な焼酎用酵母には泡盛1号、宮崎酵母、熊本酵母、焼酎用協会2号、3号などがある。県の工業技術センターや公益財団法人日本醸造協会などで開発・販売されている。
*6 きょうかい酵母:公益財団法人日本醸造協会が開発・販売する各種酵母の総称。


開放発酵では、腐造(腐敗)を抑える工夫が欠かせない
酒づくりは洋の東西を問わず、歴史的に「開放発酵」の環境で行われてきました。日本酒も本格焼酎も例外ではありません。開放発酵とは、仕込みに用いるタンクや桶を完全に密閉しないオープンな環境で発酵を行うこと。開放発酵の環境下では外気と接しているため、製造場に生息する雑菌や、人や物から持ち込まれる汚染微生物が混入して繁殖し、それによる腐造(腐敗)が起こる危険と常に隣り合わせです。
仕込み直後のもろみの中では、さまざまな汚染微生物が増殖の機会をうかがい優勢を競い合っています。良い酒をつくるためには、良い微生物のみを活動させるための「仕掛け」が必要なのです。江戸時代に完成された、冬の寒い時期に行われる日本酒の「寒づくり」は、「生酛(きもと)」により乳酸菌がつくり出す乳酸を利用して清酒酵母だけを増殖させる腐造防止の仕組みを確立しました。
一方、しっかりした寒づくりができない南九州の日本酒づくりは、恒常的な腐造に悩まされていました。それで約500年前、蒸留技術が伝わると日本酒の酛を蒸留し、高濃度のアルコールを回収し保存できる蒸留酒をつくるようになります。しかし、健全な発酵に導く南九州独自の腐造防止の「仕組み」が完成するのは、「黒麹菌、二次仕込み法」が登場する明治以降(1900年代)の技術革新を待たねばなりませんでした(寒づくりと生酛、黒麹菌と二次仕込み法については後編で詳しく説明します)。
腐造防止という視点で世界の酒づくりを見ると、日本酒と同じ醸造酒のワインの腐造防止は、規定内の亜硫酸塩を添加することにより雑菌繁殖と酸化を抑制します。また、ビールでは麦汁の煮沸殺菌、ホップの制菌効果に加え、密閉環境での発酵により腐造リスクを排除しています。本格焼酎と同じ蒸留酒のウイスキーも開放発酵ですが、仕込み時に大量の酵母を加えることでスムーズに発酵を立ち上げ、50〜60時間と短時間で発酵を終えることで、雑菌の影響を最小限に抑えます。
本格焼酎づくりにおける「良い酵母」の3つの条件
お酒をつくる酵母は、一部の例外を除いて分類学上の学名は「Saccharomyces cerevisiae(サッカロマイセス・セレビシエ)」という菌です。しかし学名は同じでも、酵母によってそれぞれ長所や特徴があり、日本酒用と焼酎用の酵母は異なります。多くの焼酎メーカーは、焼酎用酵母として鹿児島酵母やきょうかい酵母といった一般的に市販されている酵母を購入しています。
ちなみに三和酒類では、当初は鹿児島酵母を用いていましたが、現在では私が単離*7した「いいちこ酵母」や自社開発の専用酵母を用いています。「いいちこ酵母」は、鹿児島酵母が自然に変異して当社の製造場内に住み着いた株であり、発酵がより旺盛で増殖力も高いのが特徴。この点については、連載第1回で触れた通りです。*7 単離:性質の異なる微生物が混ざって共存している状態から、目的の微生物だけを単一の状態で取り出し培養すること。
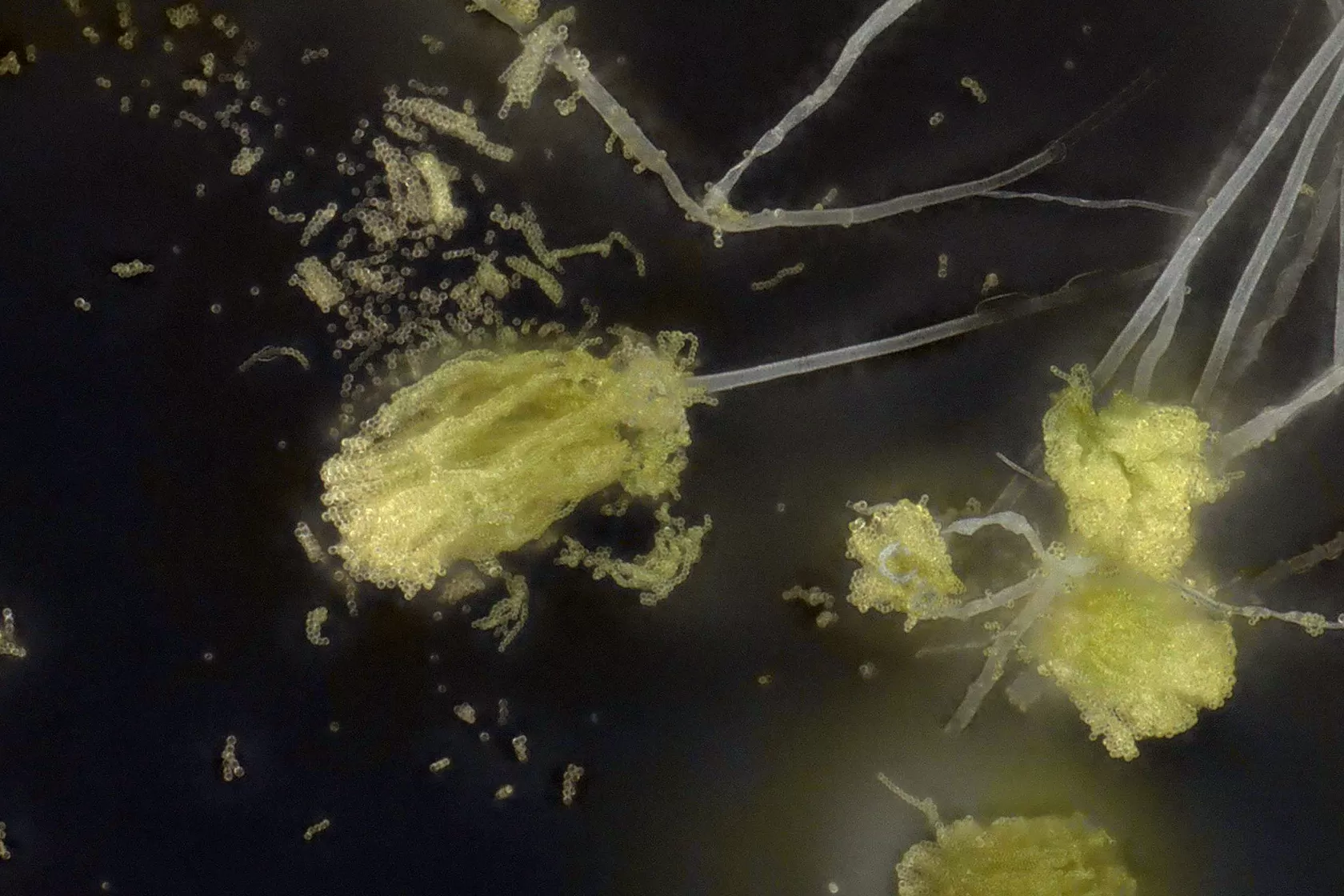
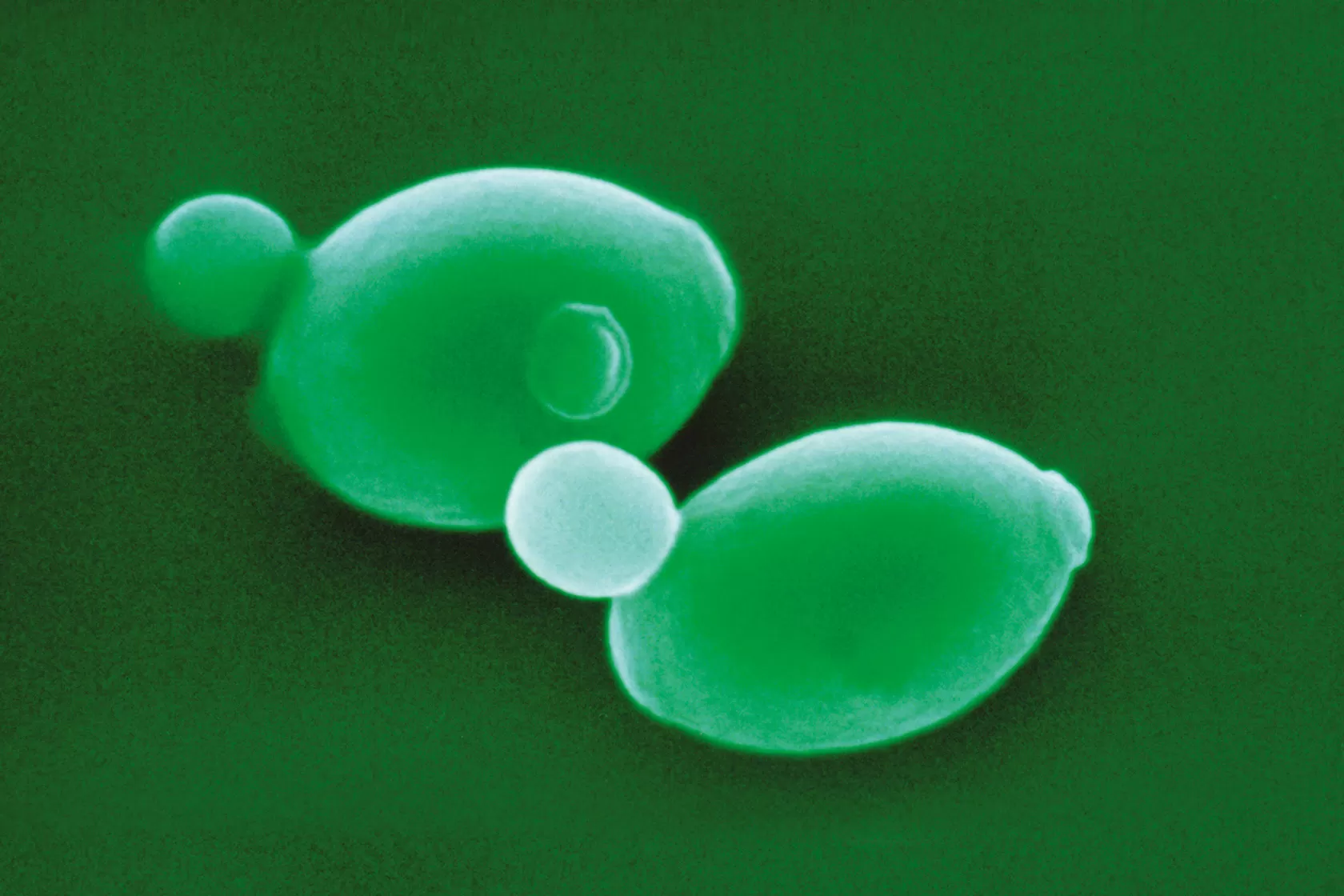
 酵母の拡大写真(写真提供:独立行政法人酒類総合研究所)
酵母の拡大写真(写真提供:独立行政法人酒類総合研究所)
焼酎づくりにおける良い酵母の条件は、3つあります。1つ目は、クエン酸が含まれる酸性の一次もろみで速やかに増殖し発酵を開始すること。そのため、使用される焼酎酵母は、泡盛や芋焼酎、米焼酎などの良質な焼酎もろみから分離された酵母、もしくはその系統の酵母です。
2つ目は、二次もろみの中で最後まで発酵力が持続すること。糖化と発酵が同時に並行する並行複発酵では、酵母自身がつくり出したアルコールに負けず、アルコール度数が15~16%を超えても元気に発酵を継続できるのが、良い酵母なのです。
そして3つ目。酵母は発酵する際にさまざまな香気成分や味に関与する成分を生成します。蒸留後の原酒の品質が良いものであることが大事な条件の1つです。酵母によっては不快な成分を生成したり、味の調和が悪いものになったりすることもあるのです。
コラム
歳を重ねながらお酒の楽しみ方を深める「飲酒人格形成」
1996(平成8)年から鹿児島大学で非常勤講師を務めています。1年生から取れる共通科目で、「焼酎」という人気科目があり、私はその中の1コマを担当しています。90分の講義で学生たちに「焼酎博士」とまでは言いませんが、「焼酎博士見習い」くらいにはなってもらえるよう心掛けてお話ししています。
講義ではアルコール発酵やお酒の基礎知識のほか、未成年の学生さんに向けて、将来のお酒との付き合い方、いかに正しく嗜(たしな)むかという話にも力点を置いています。歳を重ねるごとにお酒の楽しみ方の経験を深め、磨いていくことを「飲酒人格形成」と名付け、「VSOP」の頭文字で説明しています。VSOPとは、ブランデーのクラス分けの1つで、「Very(とても) Superior(優良な) Old(熟成した) Pale(澄んだ琥珀色)」の頭文字ですが、それを転用したものです。
飲酒人格形成における20代はVのバイタリティー(Vitality)。お酒を飲み始めたばかりの飲み方で、積極果敢にいろいろなお酒にチャレンジして自分の好みのお酒を探す時期です。30代はSのスペシャリティー(Specialty)。知識や経験を積み、本格焼酎でもワインでも日本酒でも、自分に合った好きなジャンルや好きな銘柄を見つけ、お酒の奥深さを深掘りしていく時期かと思います。
40代になったらOのオリジナリティー(Originality)。他人に惑わされることなく、自分の体質や嗜好を踏まえた独自の飲み方を確立していく時期です。50代のPはパーソナリティー(Personality)。お酒の飲み方についても人格が問われる場面があります。酒歴を重ねることで酒の席でも品格を保ち、お酒のうんちくをさりげなく若い世代に伝えられるようになるのが理想です。
じゃあ60代以降は? ということで追加したのが、同じブランデーのクラス分けである「XO」。「Extra(非常に)Old(熟成した)」という意味で、VSOPより熟成期間が長いものを指します。飲酒人格形成におけるXOは、最終的には人間的にも成熟して酒飲み達人になること。私自身その道を目指して、本格焼酎を楽しんでいます。
お酒の好きな方もあまり飲めない方にも、お酒を人生の友として生涯楽しんでいただければと思っています。
 鹿児島大学の「焼酎講義」で実際に使用しているテキスト
鹿児島大学の「焼酎講義」で実際に使用しているテキスト
主要参考文献:「本格焼酎製造技術」(日本醸造協会、1991年)、「酒づくりのはなし」(秋山裕一、技報堂出版、1983年)、「発酵と醸造 Ⅱ」(東和男編著、光琳、2003年)、「世界のスピリッツ 焼酎」(関根彰、技報堂出版、2005年)、「焼酎の履歴書」(鮫島吉廣、イカロス出版、2020年)
 (写真:三井公一)
(写真:三井公一)
PROFILE
下田雅彦(しもだ・まさひこ)
三和酒類株式会社 顧問 工学博士
1955(昭和30)年生まれ、大分県豊後大野市出身。大阪大学工学部醗酵工学科卒業後、兵庫県の日本酒メーカーに勤務。1984(昭和59)年にUターンで三和酒類に入社。専門技術者として焼酎製造技術開発、商品開発、品質管理に従事しながら、1998(平成10)年に大阪大学工学博士号取得。1999(平成11)年に取締役に就任後、2017(平成29)年、オーナー家以外から初の社長に就任。2023(令和5)年、取締役会長、2025(令和7)年10月より顧問を務める。
関連記事
-
 2021.11.01 お野菜やゆでたまごを美味しく食べるあま酒マヨネーズ 料理研究家・管理栄養士 舘野真知子
2021.11.01 お野菜やゆでたまごを美味しく食べるあま酒マヨネーズ 料理研究家・管理栄養士 舘野真知子 -
 2021.11.12 発酵は人間の役に立つもの。腐敗は役に立たないもの 東京農業大学名誉教授 小泉武夫
2021.11.12 発酵は人間の役に立つもの。腐敗は役に立たないもの 東京農業大学名誉教授 小泉武夫 -
 2021.11.24 発酵微生物は休みもなしに黙々と働く。発酵は力なり 東京農業大学名誉教授 小泉武夫
2021.11.24 発酵微生物は休みもなしに黙々と働く。発酵は力なり 東京農業大学名誉教授 小泉武夫 -
 2021.12.15 まずいものを作ったからこそ美味しいものができるんです 「Bar BenFiddich」オーナーバーテンダー 鹿山博康
2021.12.15 まずいものを作ったからこそ美味しいものができるんです 「Bar BenFiddich」オーナーバーテンダー 鹿山博康 -
 2022.01.19 しょうが焼きとニラ玉。定番メニューもあま酒でふんわり仕上げに 料理研究家・管理栄養士 舘野真知子
2022.01.19 しょうが焼きとニラ玉。定番メニューもあま酒でふんわり仕上げに 料理研究家・管理栄養士 舘野真知子 -
 2022.02.22 もろみの過程で見つけた蔵付き酵母。それが「いいちこ酵母」の発見でした。 三和酒類 代表取締役社長 下田雅彦
2022.02.22 もろみの過程で見つけた蔵付き酵母。それが「いいちこ酵母」の発見でした。 三和酒類 代表取締役社長 下田雅彦 -
 2022.03.02 麹原料にも麦を使うことで初めて「麦100%の焼酎である」と言えるものなんです。 三和酒類 代表取締役社長 下田雅彦
2022.03.02 麹原料にも麦を使うことで初めて「麦100%の焼酎である」と言えるものなんです。 三和酒類 代表取締役社長 下田雅彦 -
 2022.03.16 梅酒ゼリーから鶏手羽の煮込みまで。焼酎でさっぱり仕上げのレシピ 料理研究家・管理栄養士 舘野真知子
2022.03.16 梅酒ゼリーから鶏手羽の煮込みまで。焼酎でさっぱり仕上げのレシピ 料理研究家・管理栄養士 舘野真知子 -
 2022.04.20 「いいちこ」やいちごで香りが楽しい春のおつまみ 料理家 井澤由美子
2022.04.20 「いいちこ」やいちごで香りが楽しい春のおつまみ 料理家 井澤由美子 -
 2022.06.08 あえて言いますとね、塩こうじは手間を飛び抜かすことをやってくれた 糀屋本店社長 浅利妙峰
2022.06.08 あえて言いますとね、塩こうじは手間を飛び抜かすことをやってくれた 糀屋本店社長 浅利妙峰 -
 2022.06.15 食べ物で世界平和を導きたい。その先端にこうじがあってほしい 糀屋本店社長 浅利妙峰
2022.06.15 食べ物で世界平和を導きたい。その先端にこうじがあってほしい 糀屋本店社長 浅利妙峰 -
 2022.06.29 丁寧なお米作りが、お酒造りにも重要だということが科学的にも分かってきています 酒類総合研究所 岩下和裕
2022.06.29 丁寧なお米作りが、お酒造りにも重要だということが科学的にも分かってきています 酒類総合研究所 岩下和裕 -
 2022.07.20 美味しくて元気になれる夏トマトのレシピ 料理家 井澤由美子
2022.07.20 美味しくて元気になれる夏トマトのレシピ 料理家 井澤由美子 -
 2022.08.24 新しいカルチャーという感じで、「発酵」が注目されるようになってきた 発酵デザイナー 小倉ヒラク
2022.08.24 新しいカルチャーという感じで、「発酵」が注目されるようになってきた 発酵デザイナー 小倉ヒラク -
 2022.09.14 炙った鰹や豆腐にぴったり。こくとうまみを凝縮した納豆醬 料理家 井澤由美子
2022.09.14 炙った鰹や豆腐にぴったり。こくとうまみを凝縮した納豆醬 料理家 井澤由美子 -
 2022.10.26 発酵、微生物の力で人の役に立つものを生み出したい 別府大学教授 陶山明子
2022.10.26 発酵、微生物の力で人の役に立つものを生み出したい 別府大学教授 陶山明子 -
 2022.11.30 ご飯に合う甘辛おかずに。コチュジャン風たれ 料理家 井澤由美子
2022.11.30 ご飯に合う甘辛おかずに。コチュジャン風たれ 料理家 井澤由美子 -
 2023.01.25 三平汁とコーヒー。栄養たっぷりの酒かすで温まるレシピ 料理家 井澤由美子
2023.01.25 三平汁とコーヒー。栄養たっぷりの酒かすで温まるレシピ 料理家 井澤由美子 -
 2023.02.15 そもそも「発酵」って何ですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.02.15 そもそも「発酵」って何ですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.02.22 発酵食品をつくる微生物とは? 三和酒類 三和研究所 研究員 都甲祐介
2023.02.22 発酵食品をつくる微生物とは? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.03.22 「麹菌」と「酵素」ってどんな関係なのですか? 三和酒類 三和研究所 研究員 辛島健文
2023.03.22 「麹菌」と「酵素」ってどんな関係なのですか? 三和酒類 三和研究所 研究員 辛島健文 -
 2023.03.29 黄麹菌、黒麹菌、白麹菌って何が違うのですか? 三和酒類 三和研究所 研究員 辛島健文
2023.03.29 黄麹菌、黒麹菌、白麹菌って何が違うのですか? 三和酒類 三和研究所 研究員 辛島健文 -
 2023.04.12 春キャベツをシンプルに、美味しくいただく「乳酸キャベツ」 料理家 井澤由美子
2023.04.12 春キャベツをシンプルに、美味しくいただく「乳酸キャベツ」 料理家 井澤由美子 -
 2023.06.14 お酒のアルコールはどうやって生み出されるのですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.06.14 お酒のアルコールはどうやって生み出されるのですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.06.21 お酒づくりに使われる酵母にはどんな種類があるのですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.06.21 お酒づくりに使われる酵母にはどんな種類があるのですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.07.12 栄養たっぷりの万能調味料「香味麹」で夏バテ知らずに 料理家 井澤由美子
2023.07.12 栄養たっぷりの万能調味料「香味麹」で夏バテ知らずに 料理家 井澤由美子 -
 2023.09.06 バーというのはアメリカ人にとって自分の居場所“サードプレイス(第3の場所)”なんです バーコンサルタント ドン・リー
2023.09.06 バーというのはアメリカ人にとって自分の居場所“サードプレイス(第3の場所)”なんです バーコンサルタント ドン・リー -
 2023.09.13 本物がしのぎを削るニューヨークでプロのバーテンダーを目指した理由 「Bar Goto」「Bar Goto Niban」オーナーバーテンダー 後藤健太
2023.09.13 本物がしのぎを削るニューヨークでプロのバーテンダーを目指した理由 「Bar Goto」「Bar Goto Niban」オーナーバーテンダー 後藤健太 -
 2023.09.13 焼酎は他の素材やスピリッツを重ね合わせることでカクテルの味わいを高めてくれる 「Manhatta」ヘッドバーテンダー キャメロン・ウィンケルマン
2023.09.13 焼酎は他の素材やスピリッツを重ね合わせることでカクテルの味わいを高めてくれる 「Manhatta」ヘッドバーテンダー キャメロン・ウィンケルマン -
 2023.09.27 2人の偉大な師匠から学んだ緻密な知識とイマジネーション 「Martiny's」オーナーバーテンダー 渡邉琢磨
2023.09.27 2人の偉大な師匠から学んだ緻密な知識とイマジネーション 「Martiny's」オーナーバーテンダー 渡邉琢磨 -
 2023.10.11 きんぴら、酒蒸し、鍋。うまみたっぷりナンプラーレシピ 料理研究家・管理栄養士 エダジュン
2023.10.11 きんぴら、酒蒸し、鍋。うまみたっぷりナンプラーレシピ 料理研究家・管理栄養士 エダジュン -
 2023.12.13 豚汁やクリーム煮にも! うまみと辛味、甘味を活かしたコチュジャンレシピ 料理研究家・管理栄養士 エダジュン
2023.12.13 豚汁やクリーム煮にも! うまみと辛味、甘味を活かしたコチュジャンレシピ 料理研究家・管理栄養士 エダジュン -
 2023.12.20 コンセプトは「近所の酒場」。入りやすい雰囲気でクオリティーは最高に 「Katana Kitten」オーナーバーテンダー 漆戸正浩
2023.12.20 コンセプトは「近所の酒場」。入りやすい雰囲気でクオリティーは最高に 「Katana Kitten」オーナーバーテンダー 漆戸正浩 -
 2023.12.27 「2番目に好きなこと」を仕事にしたら、麹菌が作る不思議なタンパク質と出合った 明治大学教授 中島春紫
2023.12.27 「2番目に好きなこと」を仕事にしたら、麹菌が作る不思議なタンパク質と出合った 明治大学教授 中島春紫 -
 2023.12.27 日本は発酵食品の宝庫。未知の食品に出合えるのも旅の醍醐味です 明治大学教授 中島春紫
2023.12.27 日本は発酵食品の宝庫。未知の食品に出合えるのも旅の醍醐味です 明治大学教授 中島春紫 -
 2024.02.07 様々な素材との融合がチョコレートづくりの魅力、新素材の発見にワクワクする メリーチョコレートカムパニー マーケティング本部研究開発部部長 大石茂之
2024.02.07 様々な素材との融合がチョコレートづくりの魅力、新素材の発見にワクワクする メリーチョコレートカムパニー マーケティング本部研究開発部部長 大石茂之 -
 2023.02.08 古きを知って新しい物を生み出す「バーテンダー道」に終わりはありません 「Bar CASK」オーナーバーテンダー 佐藤昭次郎
2023.02.08 古きを知って新しい物を生み出す「バーテンダー道」に終わりはありません 「Bar CASK」オーナーバーテンダー 佐藤昭次郎 -
 2023.03.06 我々の仕事は、有用微生物が機嫌良く働く環境を整えてあげるということ フンドーキン醤油株式会社 取締役 ドレッシング工場長 堺留夫
2023.03.06 我々の仕事は、有用微生物が機嫌良く働く環境を整えてあげるということ フンドーキン醤油株式会社 取締役 ドレッシング工場長 堺留夫 -
 2023.06.28 酒づくりの3本柱は、素材のよさ、加工のよさ、そして、つくる人の誠意だと思う 三和酒類 丸尾剛
2023.06.28 酒づくりの3本柱は、素材のよさ、加工のよさ、そして、つくる人の誠意だと思う 三和酒類 丸尾剛 -
 2024.03.27 中国の発酵調味料「豆板醤」。マリアージュが美味しいレシピ 料理研究家・管理栄養士 エダジュン
2024.03.27 中国の発酵調味料「豆板醤」。マリアージュが美味しいレシピ 料理研究家・管理栄養士 エダジュン -
 2024.04.17 和風スープからエスニック焼き飯まで。チーズ3種の特徴を生かしたメニュー 料理研究家・管理栄養士 エダジュン
2024.04.17 和風スープからエスニック焼き飯まで。チーズ3種の特徴を生かしたメニュー 料理研究家・管理栄養士 エダジュン -
 2024.05.22 お酒に関して都市伝説的に言われてきたことを科学的に解明していきたい 大分大学医学部教授 一般社団法人飲酒科学振興協会代表理事 松浦恵子
2024.05.22 お酒に関して都市伝説的に言われてきたことを科学的に解明していきたい 大分大学医学部教授 一般社団法人飲酒科学振興協会代表理事 松浦恵子 -
 2024.02.14 「適正飲酒」を社会に浸透させてアルコール業界の未来を切り拓く 三和酒類 串尾聡之
2024.02.14 「適正飲酒」を社会に浸透させてアルコール業界の未来を切り拓く 三和酒類 串尾聡之 -
 2024.06.19 じめっとする梅雨シーズンに、さっぱり食べられるヨーグルトレシピ 料理研究家・管理栄養士 エダジュン
2024.06.19 じめっとする梅雨シーズンに、さっぱり食べられるヨーグルトレシピ 料理研究家・管理栄養士 エダジュン -
 2024.07.17 種麹メーカーの仕事はガスや電気のようなインフラに近いものだと考えています 糀屋三左衛門29代当主 株式会社ビオック代表取締役社長 村井裕一郎
2024.07.17 種麹メーカーの仕事はガスや電気のようなインフラに近いものだと考えています 糀屋三左衛門29代当主 株式会社ビオック代表取締役社長 村井裕一郎 -
 2024.09.18 小粒と大粒を使い分け。調味料にもなる納豆のうまみを生かしたレシピ 料理研究家 きじまりゅうた
2024.09.18 小粒と大粒を使い分け。調味料にもなる納豆のうまみを生かしたレシピ 料理研究家 きじまりゅうた -
 2024.10.23 菌類は植物よりも動物に近い。ときにきわめて動物的な動きをすることに気づきます 国立科学博物館 植物研究部長(兼)筑波実験植物園長 一般社団法人日本菌学会会長 細矢剛
2024.10.23 菌類は植物よりも動物に近い。ときにきわめて動物的な動きをすることに気づきます 国立科学博物館 植物研究部長(兼)筑波実験植物園長 一般社団法人日本菌学会会長 細矢剛 -
 2024.10.30 だしにも食材にも。うまみが凝縮したかつおぶしレシピ 料理研究家 きじまりゅうた
2024.10.30 だしにも食材にも。うまみが凝縮したかつおぶしレシピ 料理研究家 きじまりゅうた -
 2024.12.18 世界一の蒸留酒「SHOCHU 焼酎」を、世界のどこでも当たり前に買えるお酒にしたい 焼酎伝道師、「HONKAKU SPIRITS」ファウンダー ペレグリニ・クリストファー
2024.12.18 世界一の蒸留酒「SHOCHU 焼酎」を、世界のどこでも当たり前に買えるお酒にしたい 焼酎伝道師、「HONKAKU SPIRITS」ファウンダー ペレグリニ・クリストファー -
 2025.01.22 赤味噌と白味噌、それぞれの味わいを楽しむレシピ 料理研究家 きじまりゅうた
2025.01.22 赤味噌と白味噌、それぞれの味わいを楽しむレシピ 料理研究家 きじまりゅうた -
 2025.02.19 複数種類をブレンドしても美味しい、酢を使ったレシピ 料理研究家 きじまりゅうた
2025.02.19 複数種類をブレンドしても美味しい、酢を使ったレシピ 料理研究家 きじまりゅうた -
 2025.03.19 微生物の活動に感動するという体験をたくさんの人々にシェアしていきたい 麹文化研究家 株式会社麹の学校 代表 なかじ
2025.03.19 微生物の活動に感動するという体験をたくさんの人々にシェアしていきたい 麹文化研究家 株式会社麹の学校 代表 なかじ -
 2025.04.16 タイ料理に欠かせないオイスターソースを使ったレシピ CHOMPOOシェフ・料理家 森枝幹
2025.04.16 タイ料理に欠かせないオイスターソースを使ったレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.05.14 「飲酒寿命」を判定できる検査キットを開発していきたいですね 九州大学主幹教授、都市研究センター長 馬奈木俊介
2025.05.14 「飲酒寿命」を判定できる検査キットを開発していきたいですね 九州大学主幹教授、都市研究センター長 馬奈木俊介 -
 2024.07.31 排水を減らし、焼酎粕を資源として活用。創業当時からの「自然にやさしいものづくり」を繋げていく 三和酒類 野村智則
2024.07.31 排水を減らし、焼酎粕を資源として活用。創業当時からの「自然にやさしいものづくり」を繋げていく 三和酒類 野村智則 -
 2025.05.21 野菜もたっぷり食べられる、いかの塩辛タイ風アレンジレシピ CHOMPOOシェフ・料理家 森枝幹
2025.05.21 野菜もたっぷり食べられる、いかの塩辛タイ風アレンジレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.06.18 本格焼酎を「奇跡のスピリッツ」と呼ぶ3つの理由 三和酒類株式会社 取締役会長 下田雅彦
2025.06.18 本格焼酎を「奇跡のスピリッツ」と呼ぶ3つの理由 三和酒類株式会社 取締役会長 下田雅彦 -
 2025.07.23 なめらかパンナコッタと香港レモンティー。夏におすすめ紅茶を使ったレシピ CHOMPOOシェフ・料理家 森枝幹
2025.07.23 なめらかパンナコッタと香港レモンティー。夏におすすめ紅茶を使ったレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.07.28 味や香り、食感、温度などによる総合感覚、それを「味わい」と呼んでいます 広島大学名誉教授、女子栄養大学名誉教授、NPO法人 うま味インフォメーションセンター 理事長、(公財)日本食肉消費総合センター 研究員 西村敏英
2025.07.28 味や香り、食感、温度などによる総合感覚、それを「味わい」と呼んでいます 広島大学名誉教授、女子栄養大学名誉教授、NPO法人 うま味インフォメーションセンター 理事長、(公財)日本食肉消費総合センター 研究員 西村敏英 -
 2025.08.27 本格焼酎のつくり方:「一麹」前編~美味しい本格焼酎を目指す最初のステップ 三和酒類株式会社 取締役会長 下田雅彦
2025.08.27 本格焼酎のつくり方:「一麹」前編~美味しい本格焼酎を目指す最初のステップ 三和酒類株式会社 取締役会長 下田雅彦 -
 2024.05.29 何もないところからのスタート。産官協同研究で、焼酎に好適な大麦の新品種を開発 大分麦焼酎「西の星」誕生物語【前編】
2024.05.29 何もないところからのスタート。産官協同研究で、焼酎に好適な大麦の新品種を開発 大分麦焼酎「西の星」誕生物語【前編】 -
 2025.09.10 手軽にできる、アボカドときゅうりのぬか漬けを洋風にアレンジ CHOMPOOシェフ・料理家 森枝幹
2025.09.10 手軽にできる、アボカドときゅうりのぬか漬けを洋風にアレンジ CHOMPOOシェフ・料理家 森枝幹 -
 2025.10.15 まろやかでコクのある発酵トマトの万能ドレッシング sel sal saleシェフ 濱口昌大
2025.10.15 まろやかでコクのある発酵トマトの万能ドレッシング sel sal saleシェフ 濱口昌大 -
 2025.10.31 本格焼酎のつくり方:「二酛、三つくり」前編~発酵の「もと」となる酵母を増やす「一次仕込み」 三和酒類株式会社 顧問 下田雅彦
2025.10.31 本格焼酎のつくり方:「二酛、三つくり」前編~発酵の「もと」となる酵母を増やす「一次仕込み」 三和酒類株式会社 顧問 下田雅彦 -
 2025.10.31 本格焼酎のつくり方:「二酛、三つくり」後編~本格焼酎の多様性の源泉 三和酒類株式会社 顧問 下田雅彦
2025.10.31 本格焼酎のつくり方:「二酛、三つくり」後編~本格焼酎の多様性の源泉 三和酒類株式会社 顧問 下田雅彦 -
 2025.08.27 本格焼酎のつくり方:「一麹」後編~本格焼酎の救世主となった黒麹菌・白麹菌 三和酒類株式会社 取締役会長 下田雅彦
2025.08.27 本格焼酎のつくり方:「一麹」後編~本格焼酎の救世主となった黒麹菌・白麹菌 三和酒類株式会社 取締役会長 下田雅彦 -
 2025.11.26 日本人に多い“お酒に弱い体質”は、いったい何に有利なのか解明したい 東京大学大学院理学系研究科生物科学専攻教授 太田博樹
2025.11.26 日本人に多い“お酒に弱い体質”は、いったい何に有利なのか解明したい 東京大学大学院理学系研究科生物科学専攻教授 太田博樹 -
 2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」前編〜「清酒ブランデー」の発想から生まれた「減圧蒸留」 三和酒類株式会社 顧問 下田雅彦
2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」前編〜「清酒ブランデー」の発想から生まれた「減圧蒸留」 三和酒類株式会社 顧問 下田雅彦 -
 2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」後編〜本格焼酎の最大の課題「油臭」 三和酒類株式会社 顧問 下田雅彦
2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」後編〜本格焼酎の最大の課題「油臭」 三和酒類株式会社 顧問 下田雅彦 -
 2025.07.17 実際に社員が手を動かして焼酎づくりを学べる施設をつくりたかった 相談役 和田久継×技師 丸尾剛
2025.07.17 実際に社員が手を動かして焼酎づくりを学べる施設をつくりたかった 相談役 和田久継×技師 丸尾剛 -
 2022.05.25 一生かけてもゴールにたどり着けない。それが焼酎造りの醍醐味。 三和酒類 松本真一郎
2022.05.25 一生かけてもゴールにたどり着けない。それが焼酎造りの醍醐味。 三和酒類 松本真一郎 -
 2021.11.01 「1ミリの品質差」にこだわっています。良い酒造りのために 三和酒類 常務取締役 和田正太郎
2021.11.01 「1ミリの品質差」にこだわっています。良い酒造りのために 三和酒類 常務取締役 和田正太郎 -
 2025.07.17 壱號蔵でつくったこだわりの本格麦焼酎「重露涓滴(ちょうろけんてき)」 相談役 和田久継×技師 丸尾剛
2025.07.17 壱號蔵でつくったこだわりの本格麦焼酎「重露涓滴(ちょうろけんてき)」 相談役 和田久継×技師 丸尾剛 -
 2026.01.14 意外な組み合わせが楽しいアンチョビレシピ sel sal saleシェフ 濱口昌大
2026.01.14 意外な組み合わせが楽しいアンチョビレシピ sel sal saleシェフ 濱口昌大 -
 2026.01.30 日本人に多い“お酒に弱い体質”は、いったい何に有利なのか解明したい レストラン「一味真」総支配人/シェフソムリエ/バーテンダー 小川貞夫
2026.01.30 日本人に多い“お酒に弱い体質”は、いったい何に有利なのか解明したい レストラン「一味真」総支配人/シェフソムリエ/バーテンダー 小川貞夫 -
 2023.11.08 地元産ぶどうにこだわるワインづくり。日本酒づくりにも活かしたい 三和酒類 古屋浩二
2023.11.08 地元産ぶどうにこだわるワインづくり。日本酒づくりにも活かしたい 三和酒類 古屋浩二 -
 2026.02.18 トーストやデザートにも。優しい甘さが美味しいみりん粕のレシピ sel sal saleシェフ 濱口昌大
2026.02.18 トーストやデザートにも。優しい甘さが美味しいみりん粕のレシピ sel sal saleシェフ 濱口昌大 -
 2026.02.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 前編~本格焼酎は「新酒文化」 三和酒類株式会社 顧問 下田雅彦
2026.02.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 前編~本格焼酎は「新酒文化」 三和酒類株式会社 顧問 下田雅彦 -
 2026.03.18 醤油感覚で使える、イタリアの魚醤ガルムのうま味レシピ sel sal saleシェフ 濱口昌大
2026.03.18 醤油感覚で使える、イタリアの魚醤ガルムのうま味レシピ sel sal saleシェフ 濱口昌大
![大分の歩きたくなる道[from OITA 大分を巡る]](/kojinote/common/images/recommend_oita.jpg)

![三和酒類[by SANWA SHURUI 三和酒類の酒造り]](/kojinote/common/images/recommend_sanwa.jpg)

![Dr.下田の新本格焼酎論 第5回[think KOJI 麹文化と発酵]](/kojinote/common/images/recommend_koji_s.jpg?ver=2)

![Dr.下田の新本格焼酎論 第4回[think KOJI 麹文化と発酵]](/kojinote/common/images/recommend_koji_s2.jpg)
![お笑い芸人 えとう窓口(Wエンジン)[with PEOPLE 縁ある人たち]](/kojinote/common/images/recommend_people.jpg)




