


![]()
本格焼酎のつくり方:「一麹」後編~本格焼酎の救世主となった黒麹菌・白麹菌
三和酒類で技術者、経営者として本格焼酎づくりに携わってきた「焼酎博士」こと下田雅彦(しもだ・まさひこ)が、本格焼酎の魅力を多角的に語り下ろす本連載。第2回は、日本の酒づくりの基本である「一麹(いちこうじ)、二酛(にもと)、三つくり」の最初の工程、本格焼酎づくりの出発点となる「一麹」について、前後編に分けて語ります。後編は、処理を施した原料に麹菌を生やす「製麹(せいきく)」についてです。第1回「本格焼酎を『奇跡のスピリッツ』と呼ぶ3つの理由」第2回「『一麹』前編~美味しい本格焼酎を目指す最初のステップ」語り:下田雅彦(三和酒類 取締役会長) / 構成:井上健二
 (図版作成:下田雅彦)
(図版作成:下田雅彦)
前編では原料である米・麦を適切に精白し、洗浄→浸漬(しんせき)→蒸し→放冷という原料処理の工程を経て、麹菌を生やすための環境を整える工程を紹介しました。
今回は、蒸した原料に麹菌を生やして麹をつくる「製麹」についてご紹介します。また、本格焼酎で黒麹菌・白麹菌が使われる理由についてもお話ししましょう。
ステップ3 製麹(せいきく)
バラ麹づくりに見る伝統の技
原料の精白米(せいはくまい)や精白麦(せいはくばく)に麹菌が生えた状態のものが「麹」、麹づくりを「製麹」と呼びます。現在では製麹の工程は多くの日本酒メーカー、焼酎メーカーで自動化されていますが、麹をつくる原理は昔から変わりません。ここでは、伝統的な手作業による製麹方法「蓋(ふた)こうじ法」の概略を、黄麹菌による米麹づくりを例に紹介します。
日本酒と本格焼酎で使用する米麹は、米粒一つ一つに麹菌を生やしたもの。これをバラ麹といいます。バラ麹づくりのため、長年の経験を経て先人が確立したのが、蓋こうじ法です。
まず、適当な温度まで冷ました蒸し米を、麹づくりを行う作業部屋である麹室(こうじむろ)に入れます。麹菌は増殖に酸素を必要としますので、麹室は、室温30℃前後、湿度60%前後で換気のできる清潔な部屋です。ここで蒸し米の温度を均一にするため、蒸し米を床(とこ)*1の上に30cmくらいの高さに積み上げ、布で包み込んで保温し、しばらく置きます。その後、蒸し米が団子状に固まらないように、できるだけ細かくバラバラにして、手でかき回しながら薄く広げていきます。これは、米粒一つ一つに麹菌を生やすためです。
ここからが、いよいよ杜氏(とうじ)さんの腕の見せどころ。床に広げられた蒸し米の上から、麹の種となる「種麹(たねこうじ)」*2を満遍なく丁寧に振りかけていきます。これは、麹菌を新たに増やす“種まき”のようなものです。*1 床(とこ):製麹用の作業台。
*2 種麹(たねこうじ):麹菌をできるだけ純粋に培養し大量に胞子を着生させたものを、専門業者が商品化した市販品。販売する専門業者の多くは数百年の歴史を持つ伝統産業で、現在国内で数社しか存在していない。
種まきを終えた蒸し米は、米粒一つ一つに胞子がつくように、さらに手でよく混ぜ合わせます。これを「床もみ」と呼びます。床もみを終えたら、再び高さ30cmくらいまで積み上げ保温します。しばらくすると米粒についた麹菌が増殖を始めます。
発芽した麹菌は増殖に必要なエネルギーを呼吸によって得るため、増殖が旺盛になると温度の上昇がみられます。温度ムラを防ぐため、途中、堆積させた蒸し米を崩して混ぜ合わせ、再度積み上げる「切り返し」を行います。蒸し米の水分を飛ばすことで温度上昇を抑えるとともに、全体を均一に整えて、麹にならない「ハゼ落ち」*3を防ぎます。*3 ハゼ落ち:ハゼ(破精)とは蒸し米に麹菌の菌糸が繁殖して、白く見える状態のこと。麹菌の菌糸の増殖が不十分で蒸し米のまま固くなったものをハゼ落ちと呼ぶ。
2日目になると麹菌の生育が活発化し、温度は一層上がります。そこで麹を小分けして「麹蓋」*4と呼ばれる平たい杉箱に移し替え(盛り)、温度を適切にコントロールします。それでも温度上昇は続くため、積み上げた麹蓋の上下を入れ替えたり(積み替え)、麹をかき混ぜたり広げたり(仲仕事、仕舞仕事)して温度管理をします。温度を適温にキープすることで、麹菌の生育が促されると同時に、麹菌内部でその後の醸造に欠かせない酵素が盛んにつくられるようになるのです。*4 麹蓋:主に杉などで作られた木製の小箱。1.5~2.5kg程度の米が入る。通称「蓋(ふた)」。
種麹を散布してから40時間ほど経つと、麹菌の生育は最高潮に達し、42〜43℃でしばらく保ってようやく麹室から出されます。この出来上がった麹を麹室から外に出す「出麹(でこうじ)」で製麹は終了。麹担当の蔵人さんは大事な製麹の間、麹を見守りながら作業と仮眠を繰り返して麹を育てていきます。
本格焼酎や泡盛(あわもり)で使われる黒麹菌、白麹菌でも操作の流れは同じですが、原料や麹菌の違いによって手の入れ方や温度経過など育て方が異なります。このように、伝統的なバラ麹づくりの技術は、世界の酒づくりの中でも非常に独創的で繊細です。
 温度・湿度を管理しながら麦麹を攪拌する製麴の工程を自動化した製麹機
温度・湿度を管理しながら麦麹を攪拌する製麴の工程を自動化した製麹機
次の工程は、タンクの中で麹と水、酵母を混ぜて糖化と発酵を行う「一次仕込み」(日本酒づくりにおける「二酛」)です。この工程については第3回で詳しく説明します。
本格焼酎の救世主、黒麹菌・白麹菌
現在、本格焼酎に使われている麹菌は黄麹菌、黒麹菌、白麹菌の3種類。令和6年度酒造講話会資料(熊本国税局)によると、本格焼酎の主産地である南九州全体では白麹菌が87%、黒麹菌が7%、黄麹菌が2%、その他混合使用が4%の割合で使用されています(ただし、芋焼酎に限ると混合使用も含めて黒麹菌の使用率が52%と高くなっています)。
本格焼酎づくりにおける麹菌の利用は、歴史的に数々の紆余曲折を経て現在に至ります。その歴史を振り返ってみましょう。
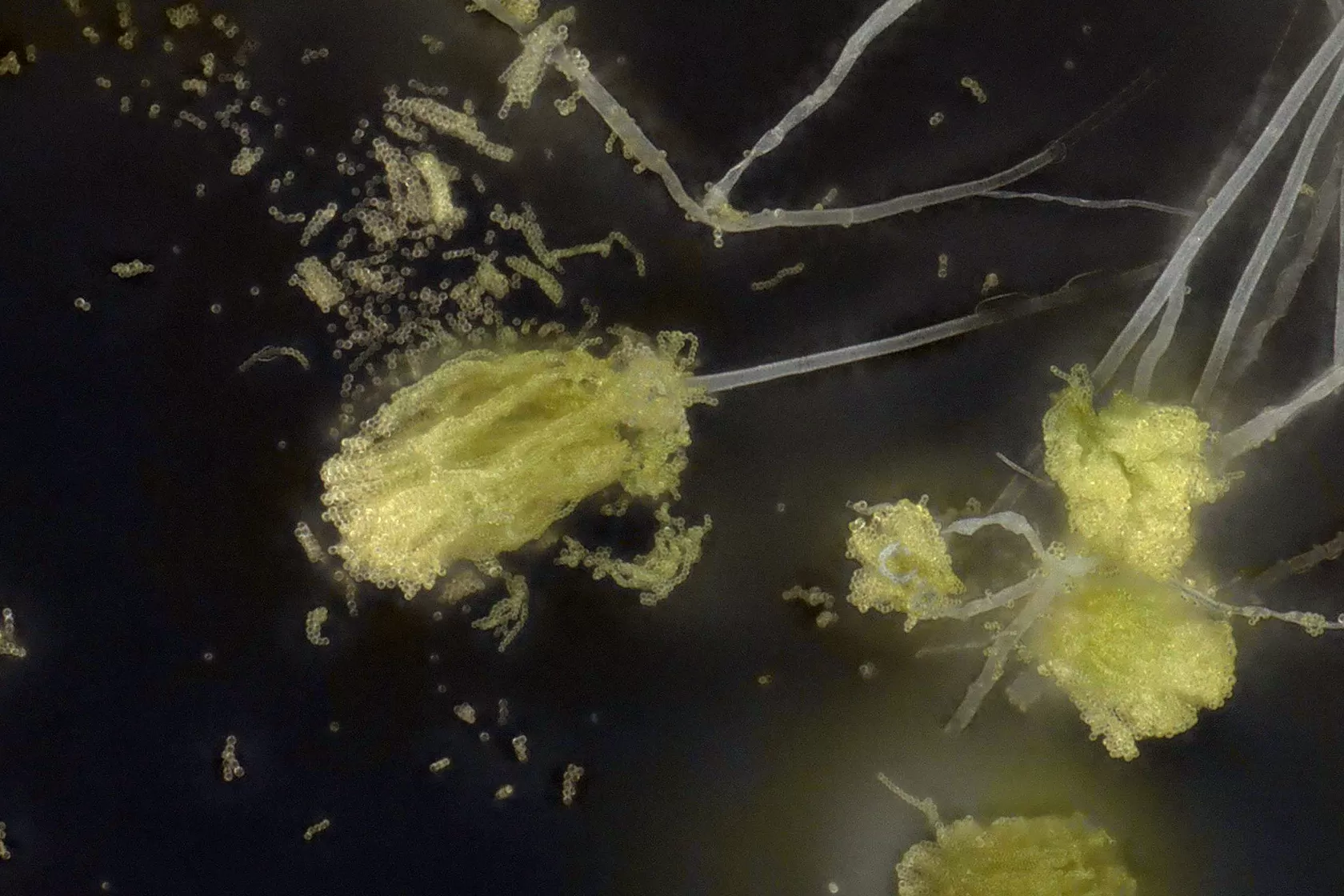
黄麹菌(Aspergillus oryzae、アスペルギルス オリゼー)を使った麹づくりは13世紀の頃、京都、奈良を中心に定着し、その後全国、南九州へと伝わります。一方、本格焼酎の始まりは16世紀の頃、南九州で日本酒のもろみ*5を蒸留したものだったようです。*5 もろみ:醸造用のタンクに、麹、水、酵母などを入れて仕込み、その後発酵している状態。
主役である黄麹菌の役割は3つあります。第1に、原料を糖化させるαーアミラーゼなど各種の酵素群を多量につくり出すこと。第2に、酵母の増殖と発酵促進に必要な、アミノ酸やビタミンなどの栄養素を供給すること。第3に、お酒に特有の香味成分を付与することです。
 黄麹菌を生やした米麹(写真提供:独立行政法人酒類総合研究所)
黄麹菌を生やした米麹(写真提供:独立行政法人酒類総合研究所)
しかし、黄麹菌の酒づくりは温暖な南九州では決定的な弱点がありました。それは、黄麹菌にはもろみを雑菌から守る酸を生成する性質がないことです。そのため、明治時代まで、特に芋焼酎づくりでは腐造が頻発し、良質な芋焼酎の製造は至難のことでした。
一方、黒麹菌の特性は、クエン酸をつくること。多量のクエン酸がもろみを酸性(pH*6 3.2~4.2)にすることにより、雑菌汚染を防止してくれます。黒麹菌は琉球王朝の時代に独自に見出され、長い間、泡盛製造の秘伝として継承されていました。
1879(明治12)年、琉球が沖縄県となってから、1901(明治34)年に黒麹菌(Aspergillus luchuensis、アスペルギルス リューチューエンシス)が発見され、その後その有用性が知られるようになりました。1910(明治43)年頃には税務監督局の技師の指導により、黄麹菌に代わって黒麹菌が本格焼酎づくりに導入されます。黒麹菌は、麹菌に必要な第1、第2、第3の役割を持ちながら、第4の役割、もろみを酸性にすることにより腐造問題を一気に解消するスーパー麹菌だったのです。*6 pH:酸性・アルカリ性の程度を表す指標。7が中性、7より小さいと酸性、7より大きいとアルカリ性を示す。
ただ当初、黄麹菌に慣れていた南九州の製造者は黒麹菌の取り扱いに苦労していました。黒麹菌の胞子は、文字通りすすみたいに真っ黒なのです。製麹作業で服が黒く汚れてしまい、しまいには鼻の穴まで黒くなったりします。
その問題も黒麹菌導入から十数年後に解決されます。1924(大正13)年、独自に黒麹菌を分離し研究を進めていた河内源一郎(かわち・げんいちろう)先生が、黒麹菌の胞子の中に突然変異で白く変色した胞子を発見。それを分離して白麹菌を見出しました。ですから、白麹菌の学名はAspergillus luchuensis mut. Kawachii(アスペルギルス リューチューエンシス ミュット カワチ)となっています。
白麹菌の胞子は、黒麹菌の胞子よりも汚れが目立たず作業がしやすいうえに、黒麹菌と同じく腐敗を防ぐクエン酸もつくることから、急速に多くの蔵で採用されるようになりました。
 黒麹菌を生やした米麹。すすのような黒い胞子がつくり手たちを悩ませた(写真提供:独立行政法人酒類総合研究所)
黒麹菌を生やした米麹。すすのような黒い胞子がつくり手たちを悩ませた(写真提供:独立行政法人酒類総合研究所)
 白麹菌を生やした米麹(写真提供:独立行政法人酒類総合研究所)
白麹菌を生やした米麹(写真提供:独立行政法人酒類総合研究所)
酒質の上でも黒麹菌と白麹菌のそれぞれの特徴に違いがみられます。黒麹菌からつくられる本格焼酎は辛口ながら野生的な風味とコクがあるのに対し、白麹菌でつくる本格焼酎は香りが穏やかで味も甘みがあり柔らかいという特徴があります。以来、長い間、白麹菌使用100%の時代が続きましたが、1990(平成2)年頃から、商品の多様化により黒麹菌の辛口で野生的な風味を生かした本格焼酎づくりを行う蔵元も増えてきました。
黒麹菌と白麹菌の登場は、本格焼酎の救世主登場だったといっても過言ではありません。
コラム
もう1つの奇跡、泡盛誕生の謎
黒麹菌と泡盛の誕生の経緯は大きな謎に包まれています。
シャム(現在のタイ)や東アジアから琉球へ伝わったと考えられる蒸留酒づくりは、餅(もち)麹を使用します。西洋では麦芽(モルト)、東洋ではカビ(麹菌)を利用する酒づくり文化と前述しましたが、日本以外の東アジアでは米、麦、雑穀を粉砕し、粉に少量の水を加え、生のまま練り固めて餅状やせんべい状に成形し麹にする餅麹です。ここで増殖してくる麹菌はクモノスカビ(Rhizopus sp.、リゾプス属)です。
一方、日本では米を蒸してバラ麹の麹をつくります。ここで増殖してくるのが、アスペルギルス属の黄麹菌(Aspergillus oryzae)や黒麹菌(Aspergillus luchuensis)なのです。この違いは、生の穀類を分解する酵素を持つか、熱を加えた穀類を分解する酵素を持つかの生存競争の差で分かれると言えます。
最初は餅麹を使って始まったと考えられる琉球の蒸留酒づくりが、いつの時期にバラ麹に代わったのか、歴史的資料が残っていないため未だに専門家の間で謎とされています。
謎解きの鍵となる3つの事実があります。
1つ目は、江戸時代まで薩摩藩の支配下にあった琉球王朝は、琉球焼酎を江戸幕府への献上品の1つとしていました。献上品の記録が残る「徳川実記」によると、1653年までは琉球王朝からの献上品として、「焼酒」(蒸留酒を指す中国表記)や「焼酎」と記されていました。ところが、1671年の記録では「泡盛」に変わりそれ以降は「泡盛」で統一されています。
表記が変わった1653~1671年の間に何か変わった理由があるのではないかという推測です。これについては、そもそも泡盛の語源も①薩摩藩が他の焼酎と区別するために命名した説、②蒸留時に泡が盛んに盛り上がることからその名が付いた泡由来説、③サンスクリット語(梵語)の「アワムリ」由来説があり謎なのですが、1671年が転換点となったと言えます。
2つ目は、琉球王朝は1658年に、王室から使者を薩摩藩に3年間派遣し、さまざまな学問や文化、技術を持ち帰ったとされています。この時に日本のバラ麹を持ち帰り、琉球王朝で秘伝の泡盛づくりが始まったという仮説です。ただし、黄麹菌を使ったバラ麹を持ち帰ったとしても、「徳川実記」で「泡盛」表記に変わる1671年まで十数年の短期間で、餅麹に代わって黄麹菌ではなく黒麹菌によるバラ麹づくりまで進化したとは考えにくい気がします。
3つ目は、琉球王朝が輸入していた蒸留酒「ラオ・ロン」の製造元であるシャムとの交易が1569年に途絶えたという史実です。ここからは私の想像ですが、ラオ・ロンが手に入らなくなって困った琉球王朝は、ラオ・ロンを手本として蒸留酒づくりを模索し始めます。最初は餅麹でつくり始めた大陸式蒸留酒だったようですが、日本各地との交流の中で、日本で一般庶民にまで普及していた味噌や醬油、自家用酒づくりで使う土着のバラ麹づくりを見聞し、逆輸入したのかもしれません。その後、沖縄の地でバラ麹利用が定着していくうちに、蒸した穀類に必然的にリゾプス属のクモノスカビではなくアスペルギルス属の黒麹菌が出現し、泡盛誕生につながったのではないでしょうか。
400年ほど前の琉球王朝秘伝のバラ麹づくりがどのような経緯で誕生したのか興味は尽きませんが、シャムとの交易が途絶えた1569年から、「泡盛」の文字が登場する1671年までの約100年の間に、3つの事実が複雑に交差して、東アジアで沖縄だけに存在する黒麹菌利用の蒸留酒文化が育まれたのです。
本格焼酎が、寒冷地の日本酒づくりと、琉球から学んだ蒸留技術の融合によって生み出されたものならば、泡盛は大陸式の蒸留酒づくりと日本伝統のバラ麹技術の融合によって萌芽し、琉球王室の御用酒として独自に進化した、もう1つの「奇跡のスピリッツ」と言えるのかも知れません。
主要参考文献:「日本酒」(秋山裕一、岩波書店、1994年)、「和食とうま味のミステリー」(北本勝ひこ、河出書房新社、2016年)、「現代焼酎考」(稲垣真美、岩波書店、1985年)、「焼酎の履歴書」(鮫島吉廣、イカロス出版、2020年)、泡盛の考古学(小田静夫、勉誠社、2000年)
 (写真:三井公一)
(写真:三井公一)
PROFILE
下田雅彦(しもだ・まさひこ)
三和酒類株式会社 取締役会長 工学博士
1955(昭和30)年生まれ、大分県豊後大野市出身。大阪大学工学部醗酵工学科卒業後、兵庫県の日本酒メーカーに勤務。1984(昭和59)年にUターンで三和酒類に入社。専門技術者として焼酎製造技術開発、商品開発、品質管理に従事しながら、1998(平成10)年に大阪大学工学博士号取得。1999(平成11)年に取締役に就任後、2017(平成29)年、オーナー家以外から初の社長に就任。2023(令和5)年、取締役会長に就任。
関連記事
-
 2021.11.01 お野菜やゆでたまごを美味しく食べるあま酒マヨネーズ 料理研究家・管理栄養士 舘野真知子
2021.11.01 お野菜やゆでたまごを美味しく食べるあま酒マヨネーズ 料理研究家・管理栄養士 舘野真知子 -
 2021.11.12 発酵は人間の役に立つもの。腐敗は役に立たないもの 東京農業大学名誉教授 小泉武夫
2021.11.12 発酵は人間の役に立つもの。腐敗は役に立たないもの 東京農業大学名誉教授 小泉武夫 -
 2021.11.24 発酵微生物は休みもなしに黙々と働く。発酵は力なり 東京農業大学名誉教授 小泉武夫
2021.11.24 発酵微生物は休みもなしに黙々と働く。発酵は力なり 東京農業大学名誉教授 小泉武夫 -
 2021.12.15 まずいものを作ったからこそ美味しいものができるんです 「Bar BenFiddich」オーナーバーテンダー 鹿山博康
2021.12.15 まずいものを作ったからこそ美味しいものができるんです 「Bar BenFiddich」オーナーバーテンダー 鹿山博康 -
 2022.01.19 しょうが焼きとニラ玉。定番メニューもあま酒でふんわり仕上げに 料理研究家・管理栄養士 舘野真知子
2022.01.19 しょうが焼きとニラ玉。定番メニューもあま酒でふんわり仕上げに 料理研究家・管理栄養士 舘野真知子 -
 2022.02.22 もろみの過程で見つけた蔵付き酵母。それが「いいちこ酵母」の発見でした。 三和酒類 代表取締役社長 下田雅彦
2022.02.22 もろみの過程で見つけた蔵付き酵母。それが「いいちこ酵母」の発見でした。 三和酒類 代表取締役社長 下田雅彦 -
 2022.03.02 麹原料にも麦を使うことで初めて「麦100%の焼酎である」と言えるものなんです。 三和酒類 代表取締役社長 下田雅彦
2022.03.02 麹原料にも麦を使うことで初めて「麦100%の焼酎である」と言えるものなんです。 三和酒類 代表取締役社長 下田雅彦 -
 2022.03.16 梅酒ゼリーから鶏手羽の煮込みまで。焼酎でさっぱり仕上げのレシピ 料理研究家・管理栄養士 舘野真知子
2022.03.16 梅酒ゼリーから鶏手羽の煮込みまで。焼酎でさっぱり仕上げのレシピ 料理研究家・管理栄養士 舘野真知子 -
 2022.04.20 「いいちこ」やいちごで香りが楽しい春のおつまみ 料理家 井澤由美子
2022.04.20 「いいちこ」やいちごで香りが楽しい春のおつまみ 料理家 井澤由美子 -
 2022.06.08 あえて言いますとね、塩こうじは手間を飛び抜かすことをやってくれた 糀屋本店社長 浅利妙峰
2022.06.08 あえて言いますとね、塩こうじは手間を飛び抜かすことをやってくれた 糀屋本店社長 浅利妙峰 -
 2022.06.15 食べ物で世界平和を導きたい。その先端にこうじがあってほしい 糀屋本店社長 浅利妙峰
2022.06.15 食べ物で世界平和を導きたい。その先端にこうじがあってほしい 糀屋本店社長 浅利妙峰 -
 2022.06.29 丁寧なお米作りが、お酒造りにも重要だということが科学的にも分かってきています 酒類総合研究所 岩下和裕
2022.06.29 丁寧なお米作りが、お酒造りにも重要だということが科学的にも分かってきています 酒類総合研究所 岩下和裕 -
 2022.07.20 美味しくて元気になれる夏トマトのレシピ 料理家 井澤由美子
2022.07.20 美味しくて元気になれる夏トマトのレシピ 料理家 井澤由美子 -
 2022.08.24 新しいカルチャーという感じで、「発酵」が注目されるようになってきた 発酵デザイナー 小倉ヒラク
2022.08.24 新しいカルチャーという感じで、「発酵」が注目されるようになってきた 発酵デザイナー 小倉ヒラク -
 2022.09.14 炙った鰹や豆腐にぴったり。こくとうまみを凝縮した納豆醬 料理家 井澤由美子
2022.09.14 炙った鰹や豆腐にぴったり。こくとうまみを凝縮した納豆醬 料理家 井澤由美子 -
 2022.10.26 発酵、微生物の力で人の役に立つものを生み出したい 別府大学教授 陶山明子
2022.10.26 発酵、微生物の力で人の役に立つものを生み出したい 別府大学教授 陶山明子 -
 2022.11.30 ご飯に合う甘辛おかずに。コチュジャン風たれ 料理家 井澤由美子
2022.11.30 ご飯に合う甘辛おかずに。コチュジャン風たれ 料理家 井澤由美子 -
 2023.01.25 三平汁とコーヒー。栄養たっぷりの酒かすで温まるレシピ 料理家 井澤由美子
2023.01.25 三平汁とコーヒー。栄養たっぷりの酒かすで温まるレシピ 料理家 井澤由美子 -
 2023.02.15 そもそも「発酵」って何ですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.02.15 そもそも「発酵」って何ですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.02.22 発酵食品をつくる微生物とは? 三和酒類 三和研究所 研究員 都甲祐介
2023.02.22 発酵食品をつくる微生物とは? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.03.22 「麹菌」と「酵素」ってどんな関係なのですか? 三和酒類 三和研究所 研究員 辛島健文
2023.03.22 「麹菌」と「酵素」ってどんな関係なのですか? 三和酒類 三和研究所 研究員 辛島健文 -
 2023.03.29 黄麹菌、黒麹菌、白麹菌って何が違うのですか? 三和酒類 三和研究所 研究員 辛島健文
2023.03.29 黄麹菌、黒麹菌、白麹菌って何が違うのですか? 三和酒類 三和研究所 研究員 辛島健文 -
 2023.04.12 春キャベツをシンプルに、美味しくいただく「乳酸キャベツ」 料理家 井澤由美子
2023.04.12 春キャベツをシンプルに、美味しくいただく「乳酸キャベツ」 料理家 井澤由美子 -
 2023.06.14 お酒のアルコールはどうやって生み出されるのですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.06.14 お酒のアルコールはどうやって生み出されるのですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.06.21 お酒づくりに使われる酵母にはどんな種類があるのですか? 三和酒類 三和研究所 研究員 都甲祐介
2023.06.21 お酒づくりに使われる酵母にはどんな種類があるのですか? 三和酒類 三和研究所 研究員 都甲祐介 -
 2023.07.12 栄養たっぷりの万能調味料「香味麹」で夏バテ知らずに 料理家 井澤由美子
2023.07.12 栄養たっぷりの万能調味料「香味麹」で夏バテ知らずに 料理家 井澤由美子 -
 2023.09.06 バーというのはアメリカ人にとって自分の居場所“サードプレイス(第3の場所)”なんです バーコンサルタント ドン・リー
2023.09.06 バーというのはアメリカ人にとって自分の居場所“サードプレイス(第3の場所)”なんです バーコンサルタント ドン・リー -
 2023.09.13 本物がしのぎを削るニューヨークでプロのバーテンダーを目指した理由 「Bar Goto」「Bar Goto Niban」オーナーバーテンダー 後藤健太
2023.09.13 本物がしのぎを削るニューヨークでプロのバーテンダーを目指した理由 「Bar Goto」「Bar Goto Niban」オーナーバーテンダー 後藤健太 -
 2023.09.13 焼酎は他の素材やスピリッツを重ね合わせることでカクテルの味わいを高めてくれる 「Manhatta」ヘッドバーテンダー キャメロン・ウィンケルマン
2023.09.13 焼酎は他の素材やスピリッツを重ね合わせることでカクテルの味わいを高めてくれる 「Manhatta」ヘッドバーテンダー キャメロン・ウィンケルマン -
 2023.09.27 2人の偉大な師匠から学んだ緻密な知識とイマジネーション 「Martiny's」オーナーバーテンダー 渡邉琢磨
2023.09.27 2人の偉大な師匠から学んだ緻密な知識とイマジネーション 「Martiny's」オーナーバーテンダー 渡邉琢磨 -
 2023.10.11 きんぴら、酒蒸し、鍋。うまみたっぷりナンプラーレシピ 料理研究家・管理栄養士 エダジュン
2023.10.11 きんぴら、酒蒸し、鍋。うまみたっぷりナンプラーレシピ 料理研究家・管理栄養士 エダジュン -
 2023.12.13 豚汁やクリーム煮にも! うまみと辛味、甘味を活かしたコチュジャンレシピ 料理研究家・管理栄養士 エダジュン
2023.12.13 豚汁やクリーム煮にも! うまみと辛味、甘味を活かしたコチュジャンレシピ 料理研究家・管理栄養士 エダジュン -
 2023.12.20 コンセプトは「近所の酒場」。入りやすい雰囲気でクオリティーは最高に 「Katana Kitten」オーナーバーテンダー 漆戸正浩
2023.12.20 コンセプトは「近所の酒場」。入りやすい雰囲気でクオリティーは最高に 「Katana Kitten」オーナーバーテンダー 漆戸正浩 -
 2023.12.27 「2番目に好きなこと」を仕事にしたら、麹菌が作る不思議なタンパク質と出合った 明治大学教授 中島春紫
2023.12.27 「2番目に好きなこと」を仕事にしたら、麹菌が作る不思議なタンパク質と出合った 明治大学教授 中島春紫 -
 2023.12.27 日本は発酵食品の宝庫。未知の食品に出合えるのも旅の醍醐味です 明治大学教授 中島春紫
2023.12.27 日本は発酵食品の宝庫。未知の食品に出合えるのも旅の醍醐味です 明治大学教授 中島春紫 -
 2024.02.07 様々な素材との融合がチョコレートづくりの魅力、新素材の発見にワクワクする メリーチョコレートカムパニー マーケティング本部研究開発部部長 大石茂之
2024.02.07 様々な素材との融合がチョコレートづくりの魅力、新素材の発見にワクワクする メリーチョコレートカムパニー マーケティング本部研究開発部部長 大石茂之 -
 2023.02.08 古きを知って新しい物を生み出す「バーテンダー道」に終わりはありません 「Bar CASK」オーナーバーテンダー 佐藤昭次郎
2023.02.08 古きを知って新しい物を生み出す「バーテンダー道」に終わりはありません 「Bar CASK」オーナーバーテンダー 佐藤昭次郎 -
 2023.03.06 我々の仕事は、有用微生物が機嫌良く働く環境を整えてあげるということ フンドーキン醤油株式会社 取締役 ドレッシング工場長 堺留夫
2023.03.06 我々の仕事は、有用微生物が機嫌良く働く環境を整えてあげるということ フンドーキン醤油株式会社 取締役 ドレッシング工場長 堺留夫 -
 2023.06.28 酒づくりの3本柱は、素材のよさ、加工のよさ、そして、つくる人の誠意だと思う 三和酒類 丸尾剛
2023.06.28 酒づくりの3本柱は、素材のよさ、加工のよさ、そして、つくる人の誠意だと思う 三和酒類 丸尾剛 -
 2024.03.27 中国の発酵調味料「豆板醤」。マリアージュが美味しいレシピ 料理研究家・管理栄養士 エダジュン
2024.03.27 中国の発酵調味料「豆板醤」。マリアージュが美味しいレシピ 料理研究家・管理栄養士 エダジュン -
 2024.04.17 和風スープからエスニック焼き飯まで。チーズ3種の特徴を生かしたメニュー 料理研究家・管理栄養士 エダジュン
2024.04.17 和風スープからエスニック焼き飯まで。チーズ3種の特徴を生かしたメニュー 料理研究家・管理栄養士 エダジュン -
 2024.05.22 お酒に関して都市伝説的に言われてきたことを科学的に解明していきたい 大分大学医学部教授 一般社団法人飲酒科学振興協会代表理事 松浦恵子
2024.05.22 お酒に関して都市伝説的に言われてきたことを科学的に解明していきたい 大分大学医学部教授 一般社団法人飲酒科学振興協会代表理事 松浦恵子 -
 2024.02.14 「適正飲酒」を社会に浸透させてアルコール業界の未来を切り拓く 三和酒類 串尾聡之
2024.02.14 「適正飲酒」を社会に浸透させてアルコール業界の未来を切り拓く 三和酒類 串尾聡之 -
 2024.06.19 じめっとする梅雨シーズンに、さっぱり食べられるヨーグルトレシピ 料理研究家・管理栄養士 エダジュン
2024.06.19 じめっとする梅雨シーズンに、さっぱり食べられるヨーグルトレシピ 料理研究家・管理栄養士 エダジュン -
 2024.07.17 種麹メーカーの仕事はガスや電気のようなインフラに近いものだと考えています 糀屋三左衛門29代当主 株式会社ビオック代表取締役社長 村井裕一郎
2024.07.17 種麹メーカーの仕事はガスや電気のようなインフラに近いものだと考えています 糀屋三左衛門29代当主 株式会社ビオック代表取締役社長 村井裕一郎 -
 2024.09.18 小粒と大粒を使い分け。調味料にもなる納豆のうまみを生かしたレシピ 料理研究家 きじまりゅうた
2024.09.18 小粒と大粒を使い分け。調味料にもなる納豆のうまみを生かしたレシピ 料理研究家 きじまりゅうた -
 2024.10.23 菌類は植物よりも動物に近い。ときにきわめて動物的な動きをすることに気づきます 国立科学博物館 植物研究部長(兼)筑波実験植物園長 一般社団法人日本菌学会会長 細矢剛
2024.10.23 菌類は植物よりも動物に近い。ときにきわめて動物的な動きをすることに気づきます 国立科学博物館 植物研究部長(兼)筑波実験植物園長 一般社団法人日本菌学会会長 細矢剛 -
 2024.10.30 だしにも食材にも。うまみが凝縮したかつおぶしレシピ 料理研究家 きじまりゅうた
2024.10.30 だしにも食材にも。うまみが凝縮したかつおぶしレシピ 料理研究家 きじまりゅうた -
 2024.12.18 世界一の蒸留酒「SHOCHU 焼酎」を、世界のどこでも当たり前に買えるお酒にしたい 焼酎伝道師、「HONKAKU SPIRITS」ファウンダー ペレグリニ・クリストファー
2024.12.18 世界一の蒸留酒「SHOCHU 焼酎」を、世界のどこでも当たり前に買えるお酒にしたい 焼酎伝道師、「HONKAKU SPIRITS」ファウンダー ペレグリニ・クリストファー -
 2025.01.22 赤味噌と白味噌、それぞれの味わいを楽しむレシピ 料理研究家 きじまりゅうた
2025.01.22 赤味噌と白味噌、それぞれの味わいを楽しむレシピ 料理研究家 きじまりゅうた -
 2025.02.19 複数種類をブレンドしても美味しい、酢を使ったレシピ 料理研究家 きじまりゅうた
2025.02.19 複数種類をブレンドしても美味しい、酢を使ったレシピ 料理研究家 きじまりゅうた -
 2025.03.19 微生物の活動に感動するという体験をたくさんの人々にシェアしていきたい 麹文化研究家 株式会社麹の学校 代表 なかじ
2025.03.19 微生物の活動に感動するという体験をたくさんの人々にシェアしていきたい 麹文化研究家 株式会社麹の学校 代表 なかじ -
 2025.04.16 タイ料理に欠かせないオイスターソースを使ったレシピ CHOMPOOシェフ・料理家 森枝幹
2025.04.16 タイ料理に欠かせないオイスターソースを使ったレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.05.14 「飲酒寿命」を判定できる検査キットを開発していきたいですね 九州大学主幹教授、都市研究センター長 馬奈木俊介
2025.05.14 「飲酒寿命」を判定できる検査キットを開発していきたいですね 九州大学主幹教授、都市研究センター長 馬奈木俊介 -
 2024.07.31 排水を減らし、焼酎粕を資源として活用。創業当時からの「自然にやさしいものづくり」を繋げていく 三和酒類 野村智則
2024.07.31 排水を減らし、焼酎粕を資源として活用。創業当時からの「自然にやさしいものづくり」を繋げていく 三和酒類 野村智則 -
 2025.05.21 野菜もたっぷり食べられる、いかの塩辛タイ風アレンジレシピ CHOMPOOシェフ・料理家 森枝幹
2025.05.21 野菜もたっぷり食べられる、いかの塩辛タイ風アレンジレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.06.18 本格焼酎を「奇跡のスピリッツ」と呼ぶ3つの理由 三和酒類株式会社 取締役会長 下田雅彦
2025.06.18 本格焼酎を「奇跡のスピリッツ」と呼ぶ3つの理由 三和酒類株式会社 取締役会長 下田雅彦 -
 2025.07.23 なめらかパンナコッタと香港レモンティー。夏におすすめ紅茶を使ったレシピ CHOMPOOシェフ・料理家 森枝幹
2025.07.23 なめらかパンナコッタと香港レモンティー。夏におすすめ紅茶を使ったレシピ CHOMPOOシェフ・料理家 森枝幹 -
 2025.07.28 味や香り、食感、温度などによる総合感覚、それを「味わい」と呼んでいます 広島大学名誉教授、女子栄養大学名誉教授、NPO法人 うま味インフォメーションセンター 理事長、(公財)日本食肉消費総合センター 研究員 西村敏英
2025.07.28 味や香り、食感、温度などによる総合感覚、それを「味わい」と呼んでいます 広島大学名誉教授、女子栄養大学名誉教授、NPO法人 うま味インフォメーションセンター 理事長、(公財)日本食肉消費総合センター 研究員 西村敏英 -
 2025.08.27 本格焼酎のつくり方:「一麹」前編~美味しい本格焼酎を目指す最初のステップ 三和酒類株式会社 取締役会長 下田雅彦
2025.08.27 本格焼酎のつくり方:「一麹」前編~美味しい本格焼酎を目指す最初のステップ 三和酒類株式会社 取締役会長 下田雅彦 -
 2024.05.29 何もないところからのスタート。産官協同研究で、焼酎に好適な大麦の新品種を開発 大分麦焼酎「西の星」誕生物語【前編】
2024.05.29 何もないところからのスタート。産官協同研究で、焼酎に好適な大麦の新品種を開発 大分麦焼酎「西の星」誕生物語【前編】 -
 2025.09.10 手軽にできる、アボカドときゅうりのぬか漬けを洋風にアレンジ CHOMPOOシェフ・料理家 森枝幹
2025.09.10 手軽にできる、アボカドときゅうりのぬか漬けを洋風にアレンジ CHOMPOOシェフ・料理家 森枝幹 -
 2025.10.15 まろやかでコクのある発酵トマトの万能ドレッシング sel sal saleシェフ 濱口昌大
2025.10.15 まろやかでコクのある発酵トマトの万能ドレッシング sel sal saleシェフ 濱口昌大 -
 2025.10.31 本格焼酎のつくり方:「二酛、三つくり」前編~発酵の「もと」となる酵母を増やす「一次仕込み」 三和酒類株式会社 顧問 下田雅彦
2025.10.31 本格焼酎のつくり方:「二酛、三つくり」前編~発酵の「もと」となる酵母を増やす「一次仕込み」 三和酒類株式会社 顧問 下田雅彦 -
 2025.10.31 本格焼酎のつくり方:「二酛、三つくり」後編~本格焼酎の多様性の源泉 三和酒類株式会社 顧問 下田雅彦
2025.10.31 本格焼酎のつくり方:「二酛、三つくり」後編~本格焼酎の多様性の源泉 三和酒類株式会社 顧問 下田雅彦 -
 2025.08.27 本格焼酎のつくり方:「一麹」後編~本格焼酎の救世主となった黒麹菌・白麹菌 三和酒類株式会社 取締役会長 下田雅彦
2025.08.27 本格焼酎のつくり方:「一麹」後編~本格焼酎の救世主となった黒麹菌・白麹菌 三和酒類株式会社 取締役会長 下田雅彦 -
 2025.11.26 日本人に多い“お酒に弱い体質”は、いったい何に有利なのか解明したい 東京大学大学院理学系研究科生物科学専攻教授 太田博樹
2025.11.26 日本人に多い“お酒に弱い体質”は、いったい何に有利なのか解明したい 東京大学大学院理学系研究科生物科学専攻教授 太田博樹 -
 2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」前編〜「清酒ブランデー」の発想から生まれた「減圧蒸留」 三和酒類株式会社 顧問 下田雅彦
2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」前編〜「清酒ブランデー」の発想から生まれた「減圧蒸留」 三和酒類株式会社 顧問 下田雅彦 -
 2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」後編〜本格焼酎の最大の課題「油臭」 三和酒類株式会社 顧問 下田雅彦
2025.12.24 本格焼酎のつくり方:「蒸留」「冷却ろ過」後編〜本格焼酎の最大の課題「油臭」 三和酒類株式会社 顧問 下田雅彦 -
 2025.07.17 実際に社員が手を動かして焼酎づくりを学べる施設をつくりたかった 相談役 和田久継×技師 丸尾剛
2025.07.17 実際に社員が手を動かして焼酎づくりを学べる施設をつくりたかった 相談役 和田久継×技師 丸尾剛 -
 2022.05.25 一生かけてもゴールにたどり着けない。それが焼酎造りの醍醐味。 三和酒類 松本真一郎
2022.05.25 一生かけてもゴールにたどり着けない。それが焼酎造りの醍醐味。 三和酒類 松本真一郎 -
 2021.11.01 「1ミリの品質差」にこだわっています。良い酒造りのために 三和酒類 常務取締役 和田正太郎
2021.11.01 「1ミリの品質差」にこだわっています。良い酒造りのために 三和酒類 常務取締役 和田正太郎 -
 2025.07.17 壱號蔵でつくったこだわりの本格麦焼酎「重露涓滴(ちょうろけんてき)」 相談役 和田久継×技師 丸尾剛
2025.07.17 壱號蔵でつくったこだわりの本格麦焼酎「重露涓滴(ちょうろけんてき)」 相談役 和田久継×技師 丸尾剛 -
 2026.01.14 意外な組み合わせが楽しいアンチョビレシピ sel sal saleシェフ 濱口昌大
2026.01.14 意外な組み合わせが楽しいアンチョビレシピ sel sal saleシェフ 濱口昌大 -
 2026.01.30 日本人に多い“お酒に弱い体質”は、いったい何に有利なのか解明したい レストラン「一味真」総支配人/シェフソムリエ/バーテンダー 小川貞夫
2026.01.30 日本人に多い“お酒に弱い体質”は、いったい何に有利なのか解明したい レストラン「一味真」総支配人/シェフソムリエ/バーテンダー 小川貞夫 -
 2023.11.08 地元産ぶどうにこだわるワインづくり。日本酒づくりにも活かしたい 三和酒類 古屋浩二
2023.11.08 地元産ぶどうにこだわるワインづくり。日本酒づくりにも活かしたい 三和酒類 古屋浩二 -
 2026.02.18 トーストやデザートにも。優しい甘さが美味しいみりん粕のレシピ sel sal saleシェフ 濱口昌大
2026.02.18 トーストやデザートにも。優しい甘さが美味しいみりん粕のレシピ sel sal saleシェフ 濱口昌大 -
 2026.02.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 前編~本格焼酎は「新酒文化」 三和酒類株式会社 顧問 下田雅彦
2026.02.25 本格焼酎のつくり方:「貯蔵・熟成」から「瓶詰め」まで 前編~本格焼酎は「新酒文化」 三和酒類株式会社 顧問 下田雅彦 -
 2026.03.18 醤油感覚で使える、イタリアの魚醤ガルムのうま味レシピ sel sal saleシェフ 濱口昌大
2026.03.18 醤油感覚で使える、イタリアの魚醤ガルムのうま味レシピ sel sal saleシェフ 濱口昌大
![大分の歩きたくなる道[from OITA 大分を巡る]](/kojinote/common/images/recommend_oita.jpg)

![三和酒類[by SANWA SHURUI 三和酒類の酒造り]](/kojinote/common/images/recommend_sanwa.jpg)

![Dr.下田の新本格焼酎論 第5回[think KOJI 麹文化と発酵]](/kojinote/common/images/recommend_koji_s.jpg?ver=2)

![Dr.下田の新本格焼酎論 第4回[think KOJI 麹文化と発酵]](/kojinote/common/images/recommend_koji_s2.jpg)
![お笑い芸人 えとう窓口(Wエンジン)[with PEOPLE 縁ある人たち]](/kojinote/common/images/recommend_people.jpg)




